заготовки с помощью заталкивателя задают в сварочный стан,
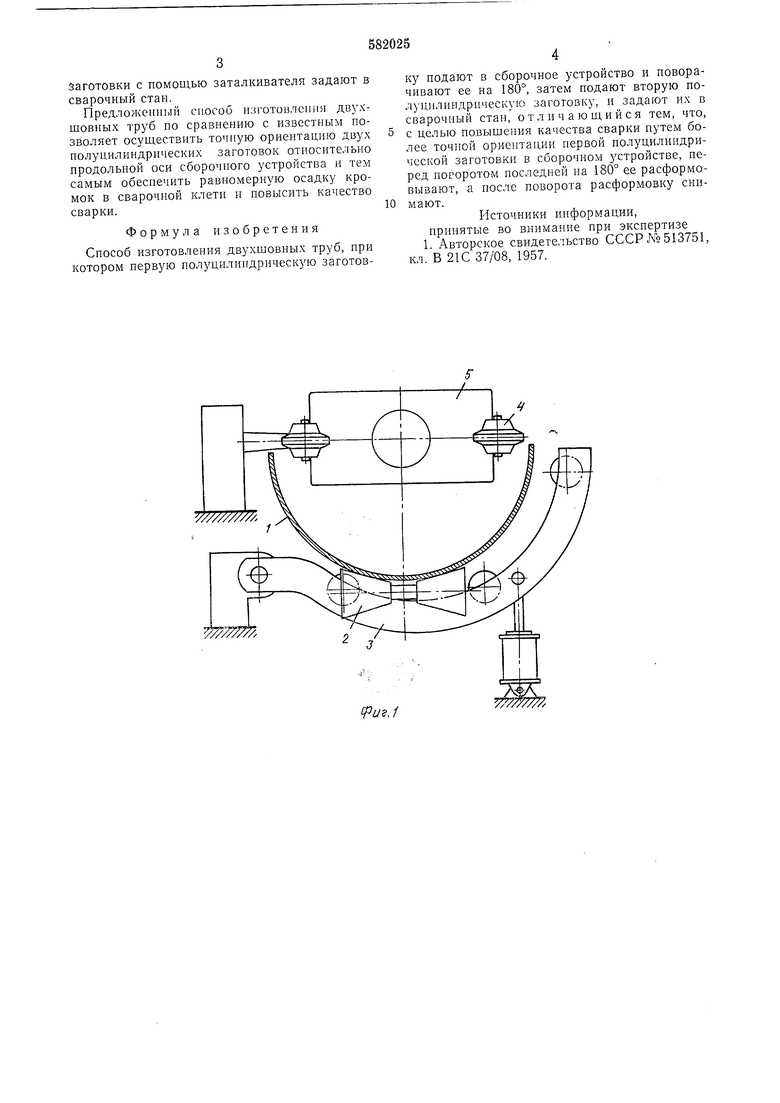
Предложенный способ нзготоилснпя двухшовных труб по сравнению с известным позволяет осуществнть точную ориентацию двух нолуцилиндрических заготовок относительно продольной оси сборочного устройства и тем самым обеспечить равномерную осадку кромок в сварочной клети и повысить качество сварки.
Формула изобретения
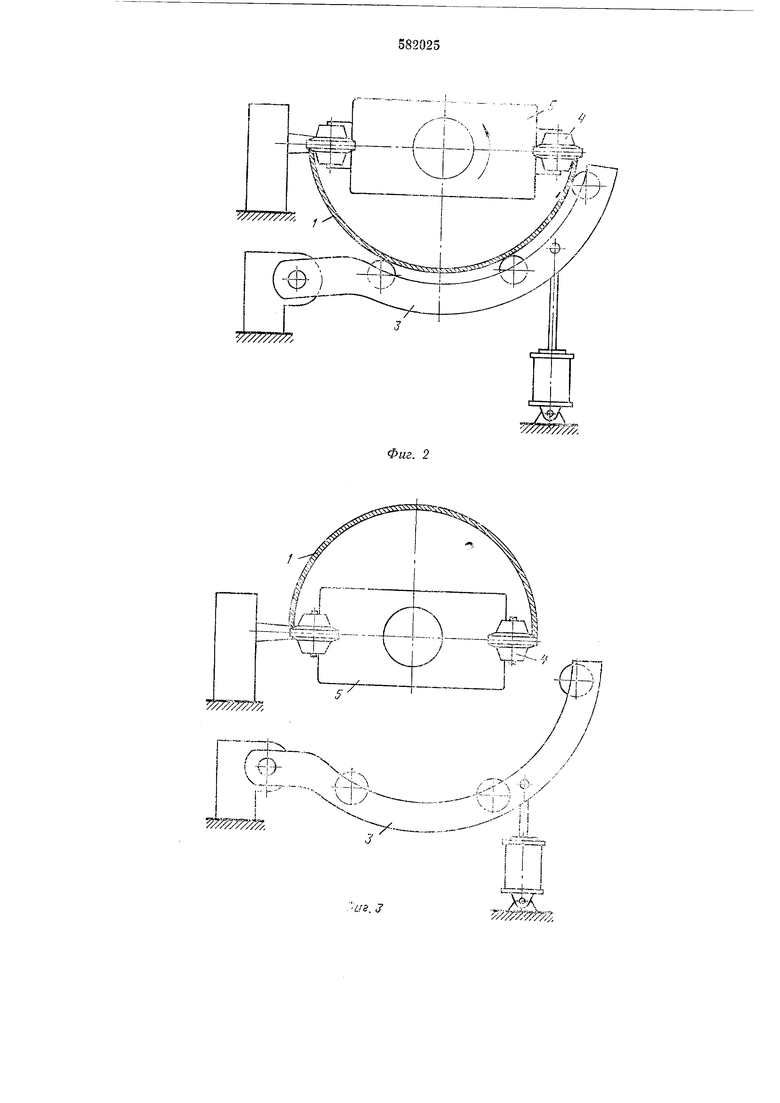
Способ изготовления двухшовных труб, при котором первую полуцнлиндрическую заготовку подают в сборочное устройство и поворачивают ее на 180°, затем подают вторую полуцилиндрическую заготовку, и задают их в сварочный стан, отличающийся тем, что, с целью повышения качества сварки путем более точной ориентации первой полуцилиндричсской заготовки в сборочном устройстве, перед пороротом последней на 180° ее расформовывают, а после поворота расформовку скимают.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР №513751, кл. В 21С 37/08, 1957.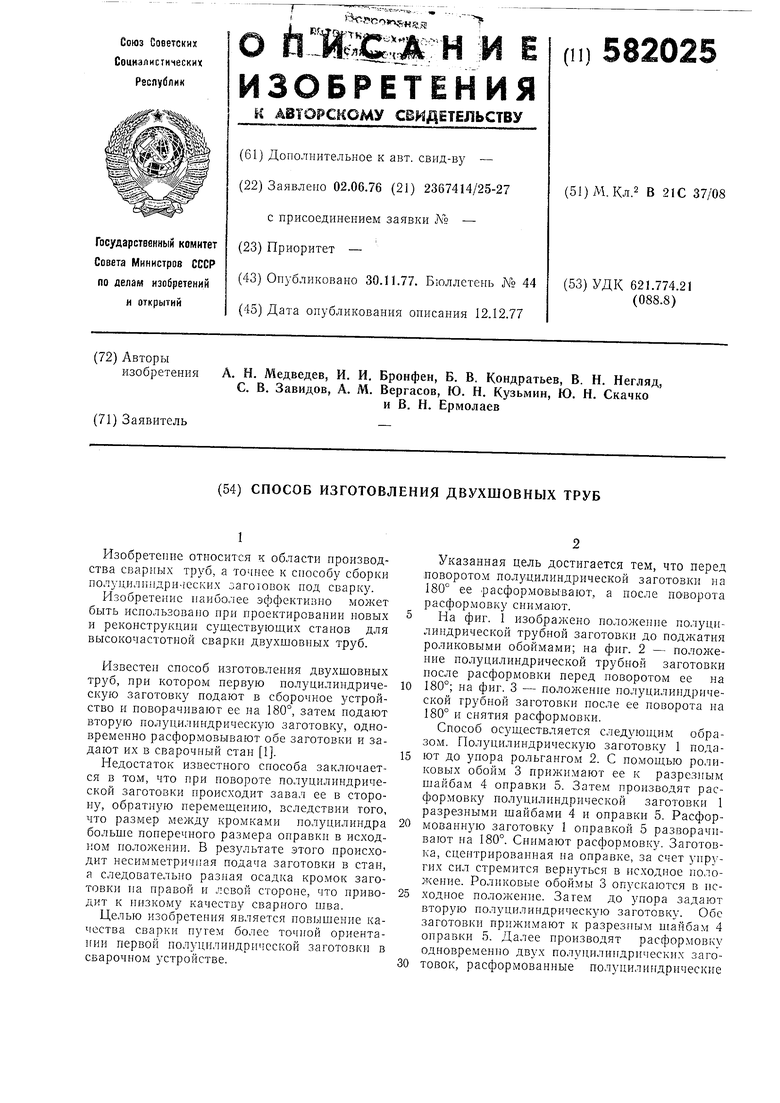
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства двухшовных труб | 1986 |
|
SU1391753A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Выравнивающее устройство для изготовления двухшовных труб | 1976 |
|
SU656690A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Направляющий нож ттубосварочного стана | 1976 |
|
SU573214A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Способ изготовления двухшовных труб конечной длины | 1975 |
|
SU560663A1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| Направляющая шайба рабочего калибра трубоэлектросварочного стана | 1975 |
|
SU549198A1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |