В известных станках для шлифования шаров с тремя ведущими роликами И: с чашечным кругом, шлифуюшим шар сверху, предлагается придать одному из роликов коническую поверхность, а двум другИхМ гиперболическую.
Такие ролики дадут опору шару В трех точках, расположенных в горизонтальной плоскости, и будут враш;ать его таким образом, что получится точная шаровая поверхность. Вес шара при этом используется полностью для прижима его к ведущим роликам и все точки поверхности последовательно пройдут под шлифовальным кругом, который снимет только выступающие части. Помимо того, создается возможность осуществлять контроль шарообразности формы и размера щара во время его обработки.
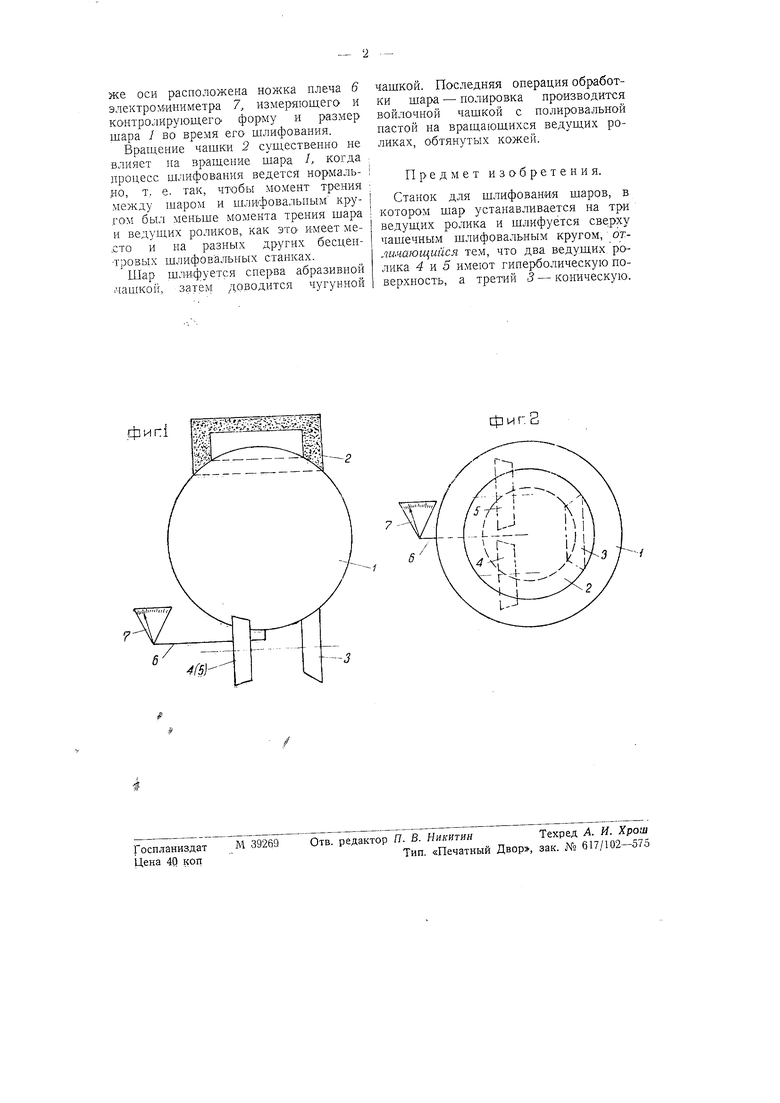
На схематическом чертеже фиг. 1 изображает вид сбоку станка для шлифования шаров, 1ФИГ. 2 - вид его сверху.
Шар / устанавливается на три ведущих ролика 3, 4 и 5. Оси роликов параллельны и лежат в одной горизонтальной плоскости. Образующая ролика 3, на которой находится точка его соприкосновения с шаром, расположена так же, как и ось этого ролика в вертикальной плоскости, проходящей через центр шара, и перпендикулярна к радиусу шара. Образую.щие роликов 4 я 5 расположены под некоторым углом к горизонтали в проходящих через центр шара вертикальных плоскостях, составляющих углы
120
с вертикальной плоскостью, проходящей через ось ролика 3. I Расстояние до ролика 3 от вертиг i калькой плоскости, прюходящей через. j центр шара перпендикулярно к такой I же плоскости, проходящей через ось ; ролика 3, иное, чем расстояние до роi ликов и 5, и поэтому при вращении ведущих роликов 3, 4 и 5 в одном j направлении с одинаковой скоростью шар / будет вращаться таким образом, ; что каждая его точка пройдет под шлифовальным кругом. При из.менении . .скорости вращения ролика 3 по отношению роликов 4 тл 5 траектория точек шара будет меняться в зависимости от соотношения между скоростями ролика 3 и ролнков 4 и 5.
Ось чащки шлифовального круга 2, расположенного сверху щара ), перпендикулярна к плоскости, проходящей через точки соприкосновения шара / с ведущими роликами 3, 4 vi 5, н проходит через центр шара /. С нижней стороны шара / на продолжении этой
же оси расположена ножка плеча 6 электроминиметра 7, измеряющего и контролирующего форму и размер щара / во время его щлифования.
Вращение чащки 2 существенно не влияет на вращение щара 1, когда процесс шлифования ведется нормально, т. е. так, чтобы момент трения между щаром и щлифовальпым кругом был меньще момента трения щара и ведущих роликов, как это имеет ме;Сто и на разных других бесцентровых щлифовальных станках.
Шар щлифуется сиерва абразивной чашко, затем доводится чугунной
чащкой. Последняя операция обработки шара - цолировка производится войлочной чащкой с полировальной пастой на вращающихся ведущих роликах, обтянутых кожей.
Предмет нзо-бретения.
Станок для щлифования щаров, в котором щар устанавливается на три ведущих ролика и щлифуется све;рху чащечным щлифовальным кругом, отличающийся тем, что два ведущих ролика 4 и 5 имеют гиперболическую поверхность, а третий 5 - коническую.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бесцентрового шлифования шариков | 1939 |
|
SU61430A1 |
| Станок для бесцентрового шлифования шаров | 1946 |
|
SU72114A1 |
| Способ шлифования желобов шарикоподшипниковых колец на желобошлифовальном станке | 1959 |
|
SU126033A1 |
| СПОСОБ ШЛИФОВАНИЯ ШАРОВ НА ПРОХОД И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1954 |
|
SU110166A1 |
| Устройство для шлифования валка с выпуклой или вогнутой рабочей поверхностью | 1974 |
|
SU522947A1 |
| Упаковочная машина | 1936 |
|
SU59830A1 |
| Устройство для непрерывного шлифования сферических торцов конических роликов | 1973 |
|
SU514681A1 |
| Устройство для шлифования сложных поверхностей | 1981 |
|
SU984718A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
rf-ff:-yj -: -,f, : : A- :t:ff.
фиг - --tJs
ф и г: 2
