1
Изобретение относится к обработке металлов давлением и может быть применено на непрерывных и реверсивных станах холодной прокатки.
Известно устройство,,в котором применяется система гидравлического уравновешивания валков, причем давление в этой системе постоянно, не регулируется и вводится в действие только на время замены валковой системы в период перевалки. Во время прокатки полосы систему уравновешивания отключают, а систему дополнительного изгиба рабочих валков включают l. Однако регулируемое усилие гидроизгиба поступает в сксте1лу дополнительного изгиба валков и прикладыв&ется симметрично к левой и правой шейкам рабочих валков, чем устраняются только симметричные искажения профиля и формы полосы.
Цель изобретения - устранение несимметричных искажений профиля и исключение запаздывания в устранении серповидности. Это достигается тем, что выход датчика удельного натяжения, расположенного справа от оси прокатки, соединен через первый вычитающий блок с первым эпектрогидропреобразователем, а выход датчика удельного натяжения, расположенного слева от оси прокатки, через первый вычитающий блок и инвертор - со вторым электрогидропреобразователем, при этом первый выход eix) соединен с первой системой противоизгиба рабочих валков, а второй выход - с первой системой дополнительного изгиба рабочих валков, кроме этого, второй выход первого электрогидропреобразователя соединен со второй системой дополнительного изгиба рабочих валков, причем первый выход его соединен со второй системой противоизгиба рабочих валков, а выход левого датчика давления через второй вычитающий бпок соединен с системой управления приводом левого нажимного винта и через второй инвертор - с системой управления приводом правого нажимного винта.
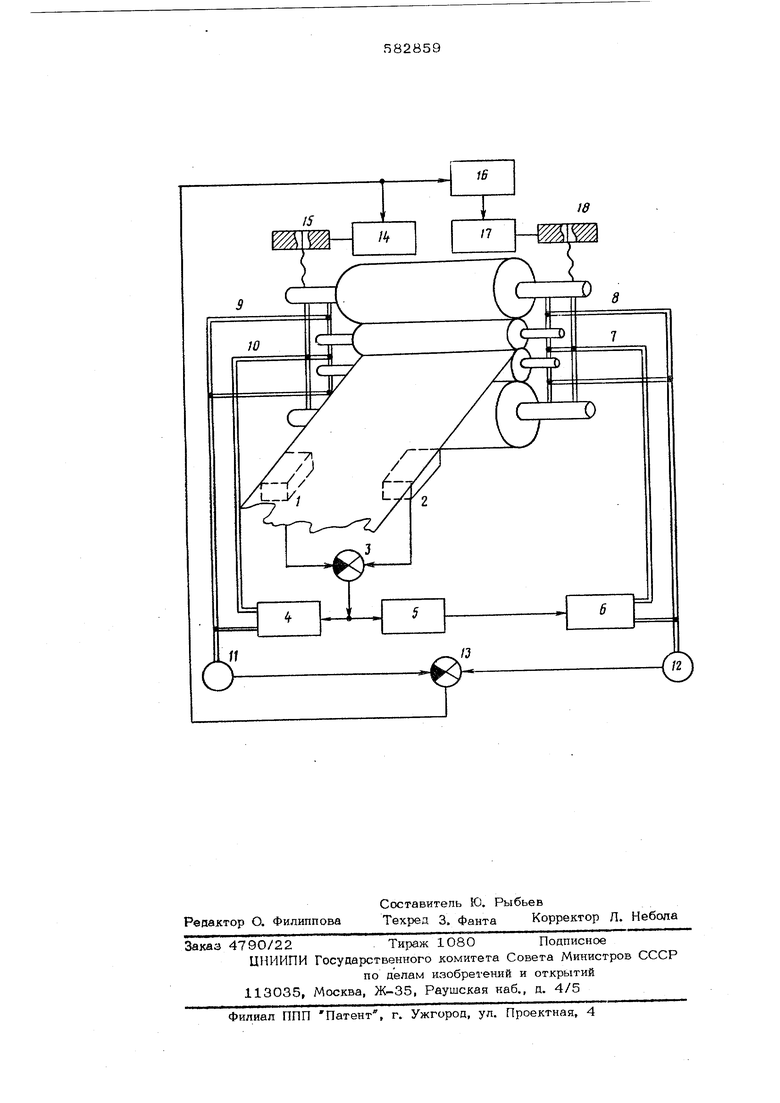
На чертеже показана блок-схема устройства.
Выходы датчиков 1 и 2 удельных напряжений соединены через вычитающий бпок 3 с электрогидропреобразователем 4, а через инвертор 5 - с электрогидропреобразователем :6. Первый выход его связан с системами 7 прогивонзгиба рабочих валков, а второй выход - с системой 8 дополнитель ного изгиба рабочих валков. Кроме того, вт рой выход электрогидропреобразователя 4 соединен с системой 9 дсадолнительного изгиба рабочих валков, а первый выход его по соедныеы к системе 1О противоизгиба чях валков. Каходы датчиков 11 и 12 давленвй через вычитающий блок 13 подсоединены к системе 14 управления приводом на жимного винта 15 и через инвертор 16 к системе 17 управления приводом нажимно го винта 18. Устройство работает следующим образом Сигналы, формирующиеся при появлении несимметричных искажений, снимаемые с .;атчиков 1 и 2 удельных натяжений, поступают в блок 3. В зависимости от полярности результирующего сигнала на выходе блока 3, который поступает на выход электро- гидропреобразователя 4 непосредственно и на вход электрогидропреобразователя 6 через инвертор 5, сигнал с первого выхода электрогидропреобразователя 4 идет в систе му 10 противоизгиба рабочих валков и одновременно сигнал со второго выхода элек- грогидропреобразователя 6 поступает в сие- 8 дополнительного изгиба табочих вапков для отработки одного вида несим;етричных искажений. Либо сигнал со второ о выхода электрогидропреобразователя 4 лоступает в систему 9 дополнительного из. -ба рабочих валков и одновременно сигнал f. первого выхода электрогидроп юобразовате ;;я 6 поступает в систему 7 противоизгиба рабочих валков для отработки другого вида г симметричных искажений . Кроме того, сигналы, снимаемые с чиков 11 и 12 давления, характеризующие несимметричную нагрузку рабочих валков по дэйствием систем противоизгиба и донолни- гельного изгиба соответственно при наличии несимметричных искажений профиля, через блок 13 поступают в систему 14 управления приводом нажимного винта непосредственно и в систему 17 управления привоП:|М нажимного винта через инвертор 16. Приводы нажимных винтов под действием етих сигналов перемещаются в противоположных направлениях, шлзывая перекос рабочих вадков для отработки несимметричных искажений профиля, а также устраняя проти- оизгиб и дополнительный изгиб рабочих валов. Таким образом, кратковременные несиметричные искажения профиля полосы устраяются с помощью быстродействующих сисем противоизгиба и дополнительного изгиба абочих валков, а длительные несимметричые искажения - перекосом нажимных винов 15 и 18. формула изобретения Устройство стабилизации профиля полосы, одержащеэ два датчика удельных натяжений, асположенные у кромок полосы . справа и слева от оси прокатки, систему управления приводом нажимных винтов, систему противоизгиба рабочих валков, систему дополнительного изгиба рабочих валков с датчиками давления, вычитающими блоками и инверторами, отличающееся тем, что, с целью устранения несимметричных искажений профиля полосы и повышения быстродействия в устранении серповидности, выход датчика удельного натяжения, расположенного справа от оси прокатки, соединен через первый вычитающий блок с первым электрогидропреобразовате; ем, а выход датчика удельного натяжения, расположенного слева от оси прокатки, через первый вычитающий блок и первый инвертор - со вторым электрогидропреобразователем, при этом первый выход его соединен с первой системой противоизгиба рабочих валков, а второй выход - с первой системой дополнлтельного изгиба рабочих валков, кроме этого, второй выход первого электрогидропреобразователя соединен со вто}юй системой дополнительного изгиба рабочих валков, причем перв1,1Й выход его соединен со второй системой противоизгиба )абочих валков, а выход левого датчика давления че})ез второй вычитающий блок соединен с системой управления приводом левого нажимного винта и через второй инверто|) - с системой управления приводом правого нажимного винта. Источники информации, принятые во внимание при экспертизе: 1. Химич Г. Л. и др. Система автоматического регулирования профиля и формь полосы на станах холодной прокатки. Бюллетень института Черметинформация, 1969, № 22 /618/, с. 38-39.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического центрирования полосы при прокатке | 1980 |
|
SU908450A1 |
| Устройство регулирования формыпОлОСы HA МНОгОКлЕТЕВыХ CTAHAX | 1979 |
|
SU829234A1 |
| Устройство управления гидроизгибом рабочих валков клети кварто | 1974 |
|
SU564016A1 |
| Устройство для автоматического центрирования полосы при прокатке | 1982 |
|
SU1033246A1 |
| Способ регулирования профиля листового проката | 1977 |
|
SU727249A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Устройство для автоматического регулирования формы полосы на стане | 1982 |
|
SU1053918A1 |
| Система автоматического регулирования толщины и профиля полосы проката | 1982 |
|
SU1041995A2 |
| Устройство регулирования профиляВАлКОВ | 1979 |
|
SU844090A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |