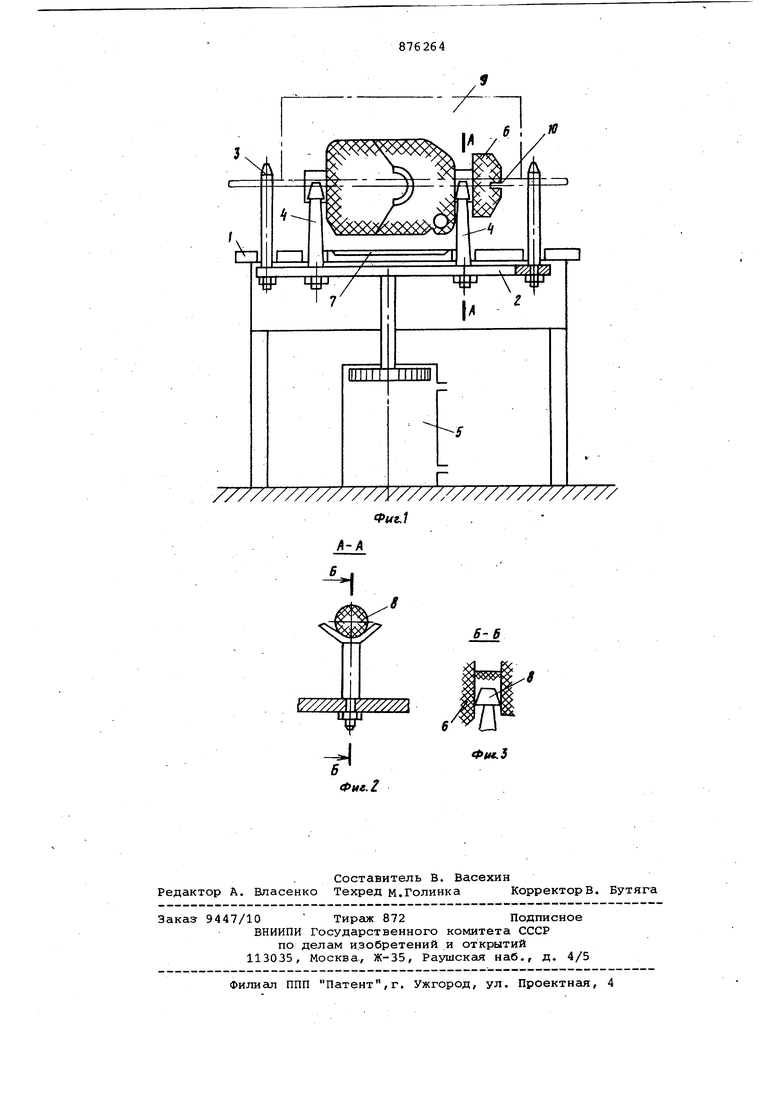
(54) СБОРОЧНЫЙ КОНДУКТОР изобретение относится к литейному производству, в частности к массовом производству сложных корпусных отливок типа блоков-цилиндров автомобиль ных и тракторных двигателей, а конкретно к сборке стержней перед установкой их в линейную йюрМу. Известен сборочный кондуктор, содержащий корпус, базовые упоры для фиксации стержней и средства спарива яия tl . При использовании вышеуказанных сборочных кондукторов требуется стро гай ориентация каждого,в отдельности стержня при установке в базовые гнез да, при этом стержень должен быть поднят.перед простановкой на определенную высоту, а затем движением вни уложен на базы. а иболее близким к предлагаемому по технической сущности и достигаемому результату является сборочный кондуктор, содержащий корпус, подвижную плиту со штырями, базовые упоры для фиксации стержней и средства спаривания Г23.Недостаток известного Л ндуктора заключается в сложности процесса сборки стержней и низкой точности их ориентации. Цель изобретения - упрощение прОцесса сборки стержней и повышение точности ориентации стержней. Поставленная цель достигается тем, что известный сборочный кондуктор, имеющий корпус, подвижную плиту со штырями, базовые упоры для фиксации (Стержней и средства спаривания (спарные штыри) снабжен кронштейнами, закрепленными на подвижной плите, а корпус выполнен с контурным углублением, соответствующим боковой поверхности стержня, причем базовые упоры расположены на кронштейнах и выполнены с уклонами для фиксации стержней . . В плоскости плиты имеются соответствующие отверстия, через которые выдвигаются бокоиле упоры и средства спаривания. На фиг. 1 схематично изображен предлагаемой сборочный кондуктор; на фиг. 2 - разрез А-А на фиг.1} на фиг. 3 - сечение Б-Б на фиг.2. Сборочный кондуктор состоит из корпуса 1, подвижной плиты 2 с установленными на ней штырями 3 и направляющими кронштейнами 4. Последние приводятся в рабочее положение поднятием плиты 2, например пневмоцили ром 5. Кондуктор работает следующим образом. Стержни 6 поштучно устанавливают ся (комплектуются) на плоскости стола в контурные неглубокие выемки 7. Затем, при помощи выдвигаемлх .кронштейнов 4 с базовыми упорами 8 комп лект поднимается, а стержни за счет собственного веса самоцентрируются в базовых упорах 8. Поперечная центрация осуществляется также за счет уклонов в базовых упорах 8 (фиг, 3). После выставки стержней собранный комплект хорошо просматривается (при необходимости его можно отремонтирова произвести местную натирку или окрас ку/ а также осуществить эффективный обдув сжатым воздухом, с целью очист ки поверхности стержней от всевозможных засорных частиц, отслоившейся краски, прилипших комочков и т.д Когда все операции завершены, по правляющим штырям 3 корпуса кондуктора одевается простановочный кондуктор 9, причем он выставляется отлосительно осевой линии стержней с помощью упоров, установленных в механизме стержнеукладчика (не показан) . Далее с помощью пневмоцилинд ров-фйксаторов по специальным углублениям 10 в стержнях захватами зажимают комплект собранных стержней, затем извлекают из сборочного кондук тора и переносят на позицию сборки литьевых форм, где по сборочНым штырям опоки комплект устанавливается в форму. Использование предлагаемого изобретения обеспечивает по сравнению с известными сборочными кондукторами, следующие преимущества: существенно упрощается установка стержней в кондуктор, что особенно важно, учитывая многоместность модельной оснастки и высокую (150-200 ф/ч) часовую производительность современных автоматических литейных линий, возрастает точность скомплектованных стержней, не зависящая от навыков обслуживающего персонала, заметно улучшается операция обдува комплекта стержней, что значительно повысит качество отливок. Формула изобретения Сборочный кондуктор, содержащий корпус, подвижную плиту со штырями, базовые упоры для фиксации стержней и средство спаривания, от ли чающийся тем, что, с целью упрощения процесса сборки стержней и повьпиения точности ориентащии их, он снабжен кронштейнами, закрепленными на подвижной плите, а корпус выполнен с контурным углублением, соответствующим боковой поверхности стержня, причем базовые упоры расположены на кронштейнах и выполнены с уклонами для фиксации стержней. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 377189, кл. в 22 С 9/10, 1971. 2. Авторское свидетельство СССР № 582884, кл. В 22 С 9/10, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| Кондуктор | 1976 |
|
SU582884A1 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 1973 |
|
SU383515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2000 |
|
RU2191657C2 |
| Сборочный пресс | 1975 |
|
SU596408A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Способ сборки комплекта инструментальных блоков | 1986 |
|
SU1428890A1 |
Б-б
Фцг.З
