Изобретение относится к литейном производству, в частности к линиям горизонтально-стопочной формовки дл литейных цехов с различным характером производства при изготовлении форм с. большим количеством разнообразных стержней.
Цель изобретения - повьш1ение производительности линии и расширение ее технологических возможностей
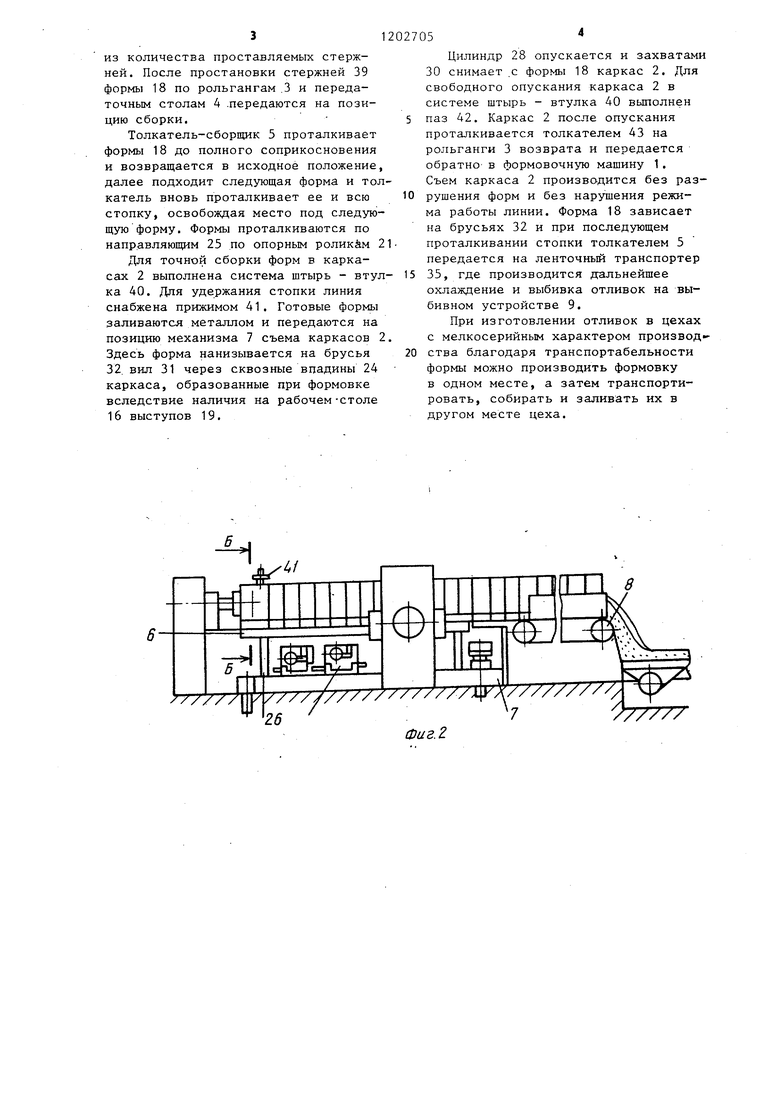
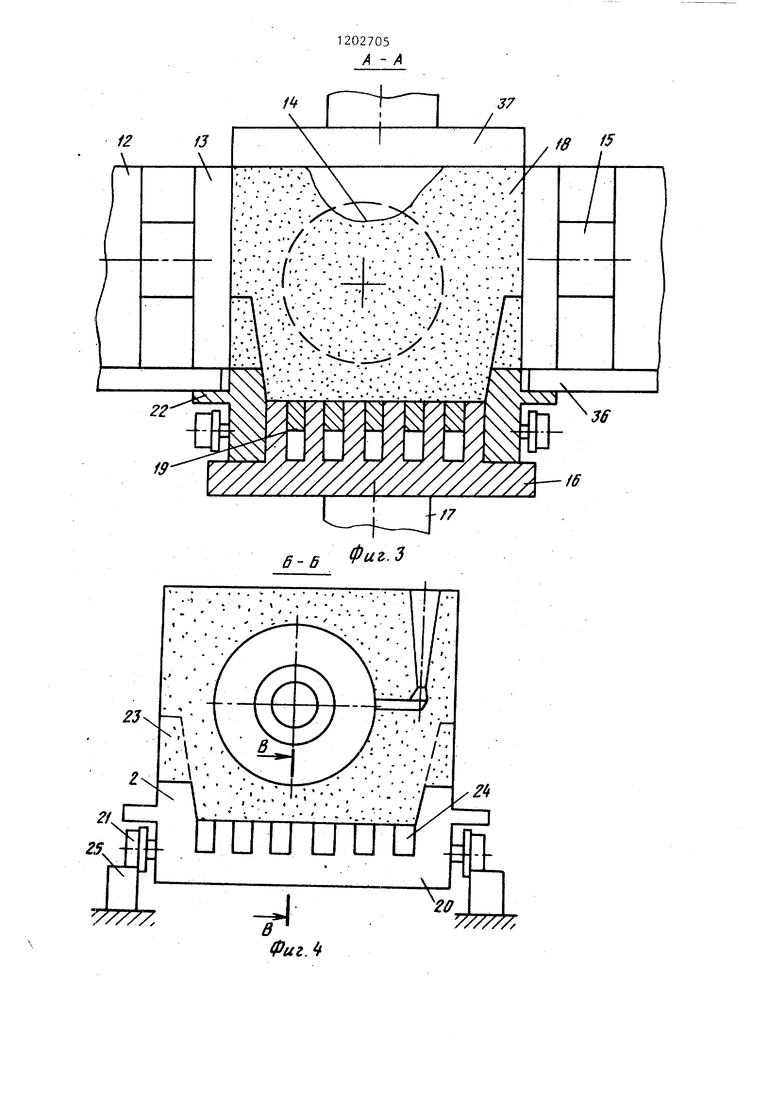
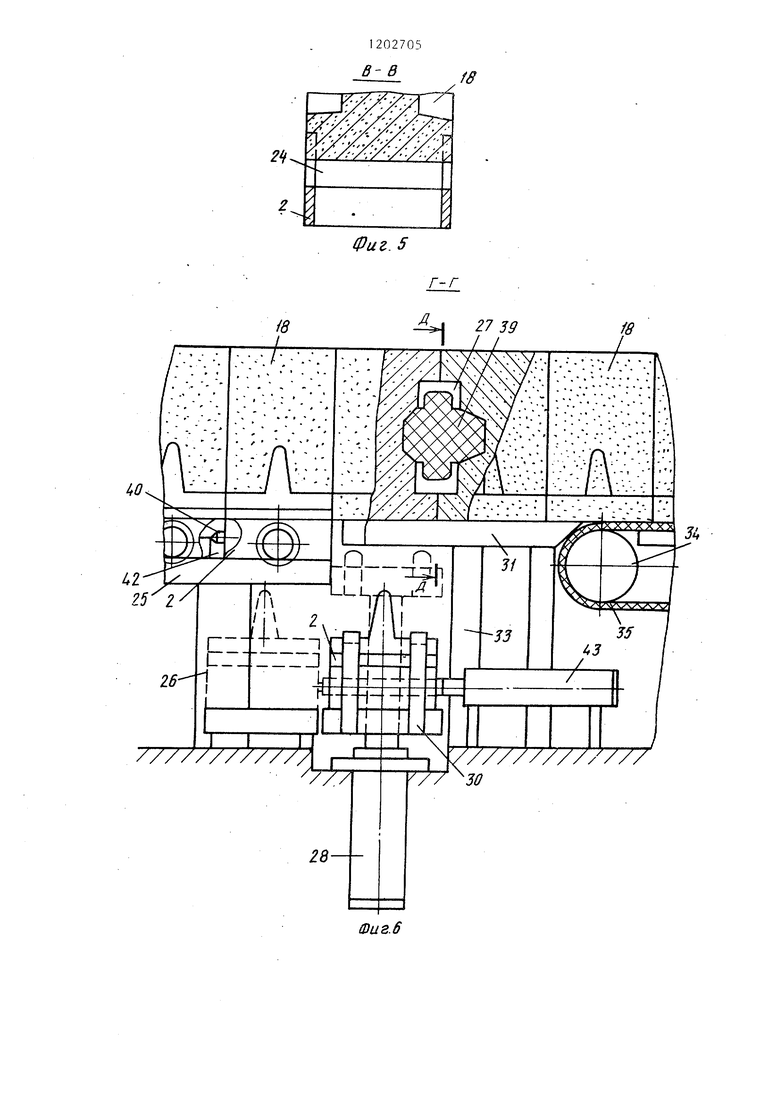
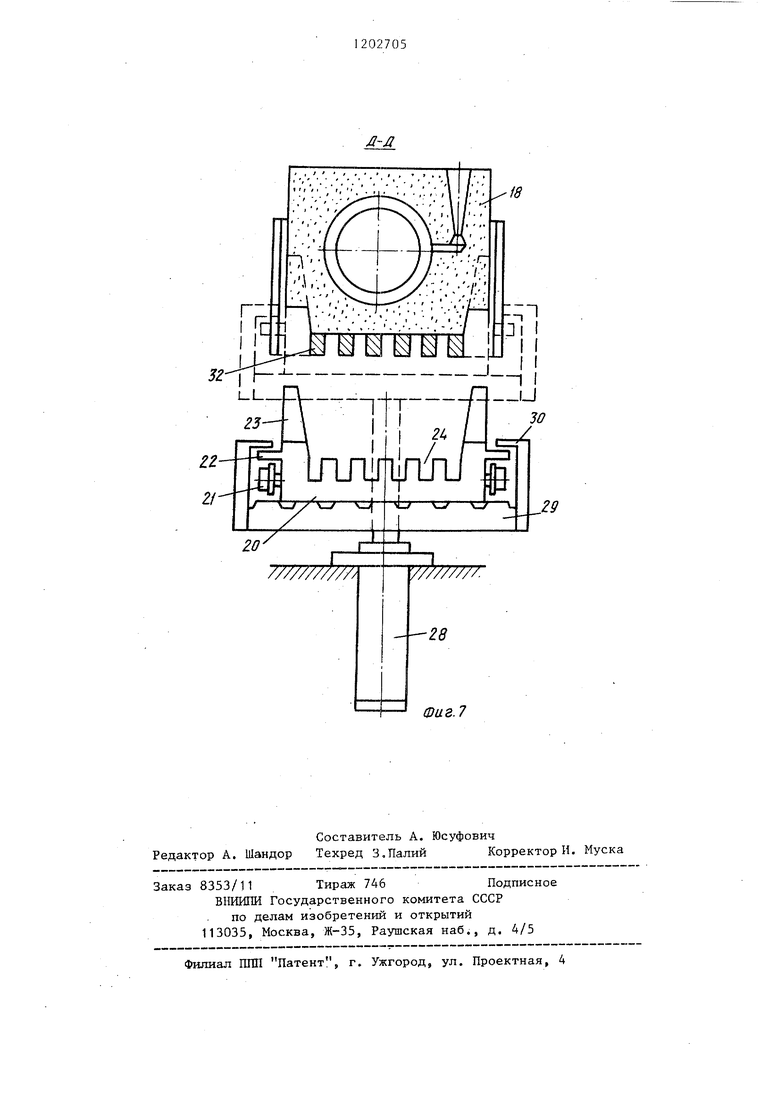
На фиг. 1 изображена предлагаемая линия, вид в плане , на фиг, 2 - то же, виж .сбоку, на фиг. 3 - разре А-А на фиг. 1 (формовочная камера и рабочий стол формово.чной машины в конце прессования); на фиг. 4 - разрез Б-Б на фиг. 2 (форма с каркасом), на фиг. 5 - разрез В-В на фиг. 4j на фиг. 6 - разрез Г-Г на фиг. 1 (стопка залитых литейных форм и механизм съема каркасов) на фиг. 7 - разрез Д-Д на фиг. 6 (про- цесс съема каркаса с формы с одновременным зависанием формы на вилах
Линия для изготовления литейных форм содержит формовочную машину 1, каркасы 2, рольганги 3 и передаточные столы 4 возврата каркасов 2, толкатель-сборщик 5, транспортер 6 выдачи форм на заливку, механизм 7 съема каркасов 2, транспортер 8 пердачи форм на выбивку, выбивное устройство 9, гидроэлектрооборудование 10, заливочную машину 11.
Формовочная машина включает в себя формовочную камеру 12 объемного прессования с четырьмя прессующими подвгокными стенками 13, на двух противоположных из которых смонтированы модельные комплекты 14 Прессующие стенки 13 снабжены поршневыми цилиндрами 15. Под формовочной камерой 12 располагается рабочий стол 16 с подъемным цилиндром 17 для приема каркасов 2 и выдачи форм 18. В рабочем столе 16 выполнены выступы 19.
Каждый каркас 2 имеет основание 20.) к которому прикреплены опорные ролики 21, рычаги 22 и стенки .23. В каркасе 2 по всей ширине с внутренней стороны основания 20 на половину ее высоты выполнены сквозную впадины 24. Транспортер 6 пода- чи форм на заливку представляет собой две направляющие 25, которые служат опорой для готовых форм, со027052
бираемых в горизонтальную стопку толкателем-сборщиком 5.
Направляющие 25 устанавливаются на стойки 26. Длина транспортера 5 выбирается из условия времени заливки и кристаллизации отливок 27.
Механизм 7 съема каркасов 2 установлен в конце транспортера 6 на стыке с транспортером 8, т.е. между
10 двумя транспортерами. Механизм 7
съема включает в себя подъемное устройство с цилиндром 28, плитой 29 и захватами 30, вилы 31, выполненные из брусьев 32. Последние кон15 сольно установлены на стойке 33
и вплотную примыкают к обоим транспортерам, т.е. замыкают их. Выступы 19 на рабочем столе 16 формовочной машины 1, сквозные впадины 24
20 и в каркасах 2 выполнены адекватными брусьям 32, т.е. брусья выполнены таким образом, что свободно нани- , . зывают на себя каркас 2. Транспортер 8 передачи форм на выбивку пред25 ставляет собой барабан 34 с лентой 35.
Линия работает следующим образом.
Каркас 2 подается рольгангами
30 3 и передаточными столами 4 на позицию рабочего стола 16 формовочной машины 1. Подъемный цилиндр 17 вставляет выступы 19 стола 16 в сквозные впадины 24 каркаса 2 и устанавливает его в формовочную камеру 12 объемного прессования.
Каркас 2 рычагами 22 плотно прижимается к плите 36 камеры 12. Производится заполнение камеры с
.р раздвинутыми стенками 13 формовоч- ной смесью и затем уплотнение формы объемным прессованием четырьмя стенками 13, поршневыми цилиндрами 15 и прессовой колодкой 37. На двух стенках имеются модельные комплекты 14, в результате чего на двух боковых стенках формы получаются отпечатки отливки. Далее производится вытяжка модельных комплектов 14 и отвод подвижных стенок 13/ Цилиндр 17 опускается и вьщает готовую форму на участок 38 простановки стержней 39.
Формы транспортируются в каркасе 55 2 отдельно друг от друга с возможностью простановки стержней 39. Стержни 39 проставляют с двух сторон. Длину участка устанавливают исходя
35
45
из количества проставляемых стержней. После простановки стержней 39 формы 18 по рольгангам .3 и переда- точньм столам 4 .передаются на позицию сборки.
Толкатель-сборщик 5 проталкивает формы 18 до полного соприкосновения и возвращается в исходное положение, далее подходит следующая форма и толкатель вновь проталкивает ее и всю стопку, освобождая место под следующую форму. Формы проталкиваются по направляющим 25 по опорным ролик&м 2
Для точной сборки форм в каркасах 2 выполнена система штырь - втулка 40. Для удержания стопки линия снабжена прижимом 41. Готовые формы заливаются металлом и передаются на позицию механизма 7 съема каркасов 2. Здесь форма нанизывается на брусья 32. вил 31 через сквозные впадины 24 каркаса, образованные при формовке вследствие наличия на рабочем-столе 16 выступов 19.
027054
Цилиндр 28 опускается и захватами 30 снимает .с формы 18 каркас 2. Для свободного опускания каркаса 2 в системе штырь - втулка 40 вьтолнен 5 паз 42. Каркас 2 после опускания проталкивается толкателем 43 на рольганги 3 возврата и передается обратно в формовочную машину 1. Съем каркаса 2 производится без раз- 10 рушения форм и без нарушения режима работы линии. Форма 18 зависает на брусьях 32 и при последующем проталкивании стопки толкателем 5 передается на ленточньй транспортер 15 35, где производится дальнейшее
охлаждение и выбивка отливок на выбивном устройстве 9.
При изготовлении отливок в цехах с мелкосерийным характером производства благодаря транспортабельности формы можно производить формовку в одном месте, а затем транспортировать, собирать и заливать их в другом месте цеха.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Линия изготовления фасонных отливок в оболочковых формах | 1983 |
|
SU1253713A1 |
| Линия изготовления отливок в формах из холоднотвердеющих смесей | 1982 |
|
SU1069947A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |

/4-
/
37
12
/J Л
.-..« ,
:;::/ ;:::: г ; i:;:
/ --. :,
./.: -..- .- . ::-/«/. ;. ..-.. /..:-:-: -: /
/6
/fФиг.З
У///7.
т
Фи1Л
ПТГй
:
/////л
Фиг. 5
Фиг. 6
зг
w
Фиг. 7
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
