1
Изобретение относится к станкостроению и может быть использовано для изготовления крупных резьб диаметром выше 80 мм способом фрезеро вгния.
Известны устройства для фрезерования внутренней резьбы, в корпусе которого установлены механизмы планетарного вращения, осевой подачи и радиального перемещения шпиндельной гОловки 1. .
Недостатком этого устройства является невысокое качество резьбы.
Цель изобретения - повышение точности и чистоты нарезаемой резьбы.
Это достигается тем, что в предлагаемом устройстве механизм радиального перемещения шпиндельной головки выполнен в виде ползуна с круговыми направляющими, в которых установлена с возможностью поворота шпиндельная головка, причем ползун размещен в радиальных направляющих, выполненных в корпусе, установленном с возможностью вращения.
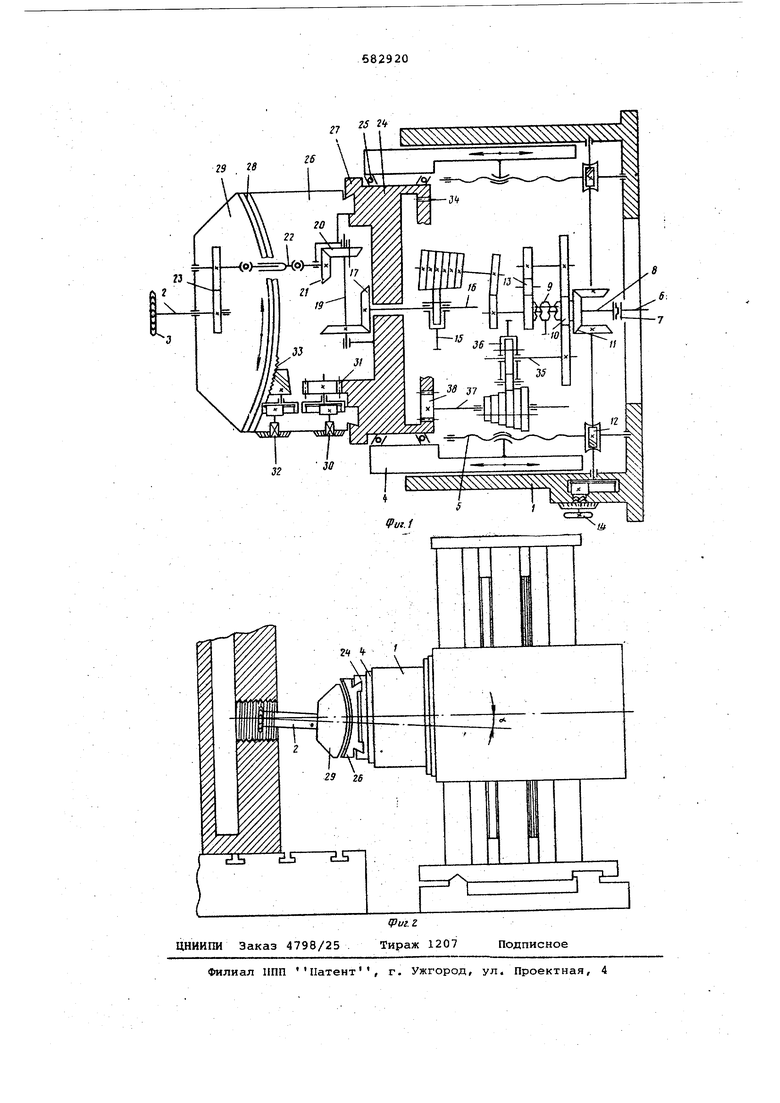
На фиг.1 .представлена кинематическая схема описываемого устройства на фиг.2 - схема установки устройства
Устройство для фрезерования включает основание I, установленное на
расточном станке с возможностью перемещения в двух перпендикулярных координатах.
Механизм осевой подачи шпинделя 2, несущего фрезу 3, содержит обойму 4, которая установлена в направляющих основания 1 и сгвязана с винтом 5, получающим вращение от вала 6 через муфту 7, вал 8, реверсивную муфту 9, колесо 10, коническую зубчатую передачу 11 и червячную передачу 12. Для получения йротивоположного движения обоймы колесо 10 соединяют с валом 8 не непосредственно, а через механизм реверса, который включает паразитную шестерню 13, Для ручного установочного перемещения обоймы 4 служит маховик 14 ,
Механизм вращения шпинделя 2 включает коробку передач 15, соединенную с валом 8, вал 16, зубчатую коническую передачу, состоящую из колес 17 и 18, вал 19, зубчатую коническую передачу, состоящую из колес 20 и 21,
шарнирный вал 22 и зубчатую цилиндрическую передачу 23,
Шпиндель 2 размещен во вращающемся корпусе 24, который установлен в подшипниках 25 обоймы 4. Вращающийся корпус 24 снабжен устройством для радиального перемещения шпинделя, которое выполнено в виде ползуна 26, установленного в радиальных направляющих 27 вращающегося корпуса. Вал 19 установлен в ползуне 26 параллельно направля ющим 27, Ползун снабжен круговыми направляю щими 28, в которых установлена головка 29, несущая шпиндель 2, при этом центр фрезы совмещен с центром круговых направляющих. Ползун снабжен меха низмом для его ручного установочного перемещения с гнездом 30 под ключ и зубчатой рейкой 31, которая закреплена на вращающемся корпусе 24. Головка 29 снабжена механизмом для ее ручного установочного разворота совместно со шпинделем на угол подъема фрезеруемой резьбы с гнездом 32 под ключ и червяч но-реечной передачей 33. На вращающемся корпусе 24 закреплен зубчатый венец 34, который связан с валом 6 через муфту 7, вал 8, .реверсивную муфту 9, зубчатое колесо ДО, вал 35, коробку передач 36, вал 37 и зубчатое колесо 38. Вал 6 получает движение известным образом, например, от электродвигателя, установленного на суппорте расточного станка Нарезание резьбы производят следующим образом. Вначале при помощи механизмов ручной установки, пользуясь гнездами 30 и 32, устанавливают шпиндель 2 в нуле вое положение, при котором его ось со мещена с осью вращающегося корпуса 24 а угол равен 0. Затем, перемещая устройство в двух перпендикулярных координатах, совмещают ось шпинделя 2 с осью отверстия детали. После этого, вставив ключ в гнездо 32, разворачивают головку 29 на угол- под1ыема ,фрезер1 емой резьбы, который определяют из формулы: где S - шаг фрезеруемой резьбы; dj-p- средний диаметр резьбы. При помощи коробки передач устанавливают необходимое число оборотов Фрезы (некоторое уменьшение числа оборотов фрезы за счет планетарной обкатки зубчатого колеса 18 вокруг колеса 17 учтено заранее), Затем посредством коробки передач 36 устанавливают заданный шаг резьбы, т.е. подачу обоймы 4 на один оборот вращающегося корпуса 24. Отключив муфту 9, перемещают маховиком 14 обойму 4 до соприкосновения фрезы 3 с деталью. Затем, включив муфту 9 и вращение вала 6, производят фрезерование резьбы. Фреза при этом совершает планетарное движение, двигаясь по спирали резьбы в соответствии с ее шагом и профилем. Формула изобретения Устройство для фрезерования внутренней резьбы, в основании которого установлены механизмы планетарного вращения, осевой подачи и радиального перемещения шпиндельной головки, отличающееся тем, что, с целью повьпиения точности и чистоты нарезания резьбы,оно снабжено обоймой и установленным внутри нее с вoзмoжнocть Q вращения корпусом, несущим механизм радиального перемещения шпиндельной головки, который выполнен в виде ползуна с круговыми направляющими для установленной с возможностью поворота шпиндельной головки. Источники информации, принятые во внимание при экспертизе $ 1.Бравичев В.А. и др. Металлорежущие станки. М., Машиностроение/, 1955, с.527 - 531. 19 28 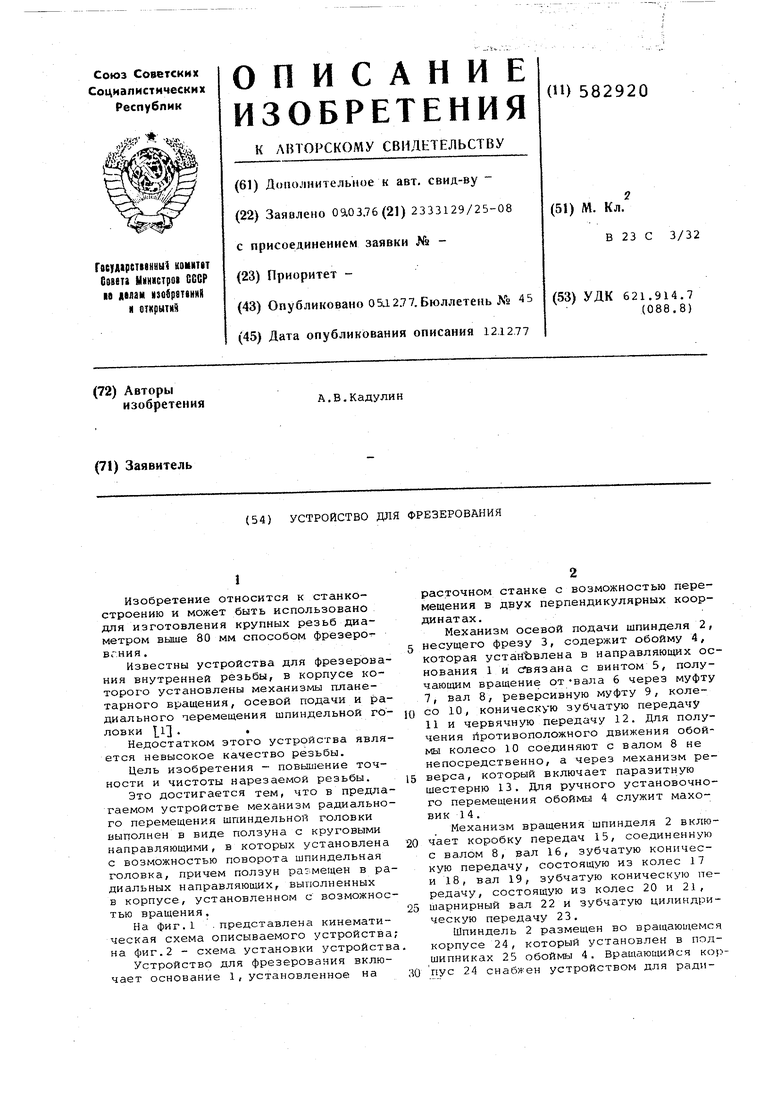
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
| Устройство для обработки коленчатых валов | 1975 |
|
SU633454A3 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |