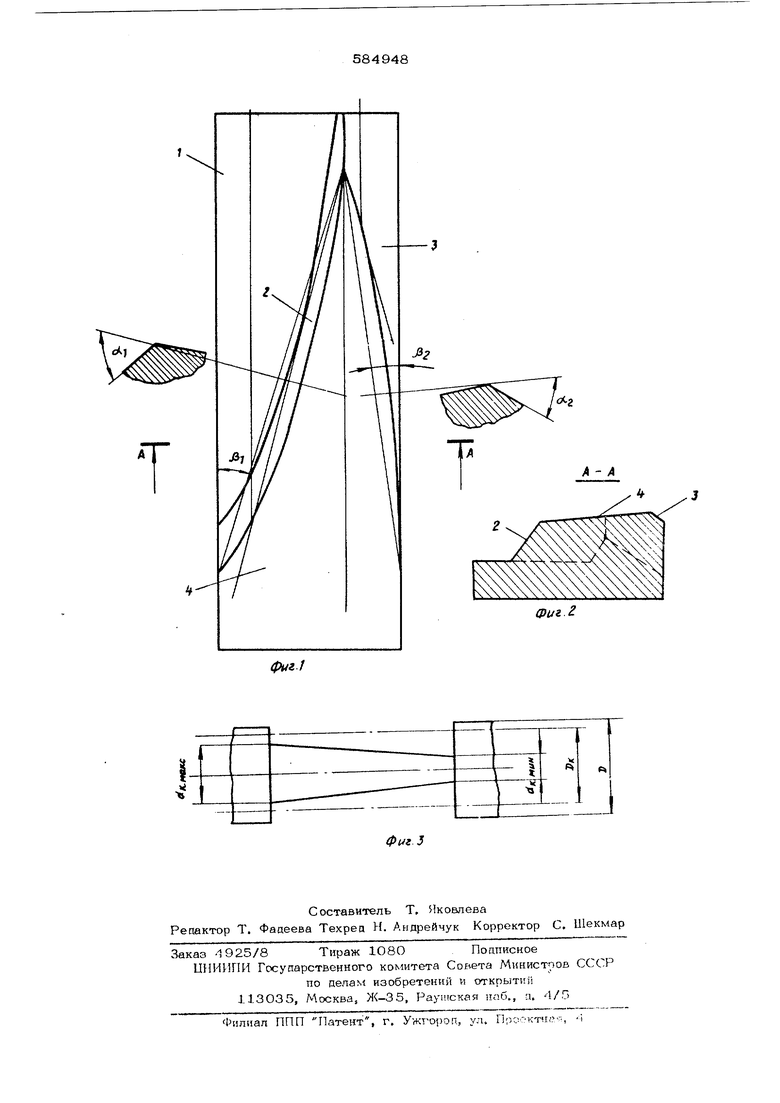
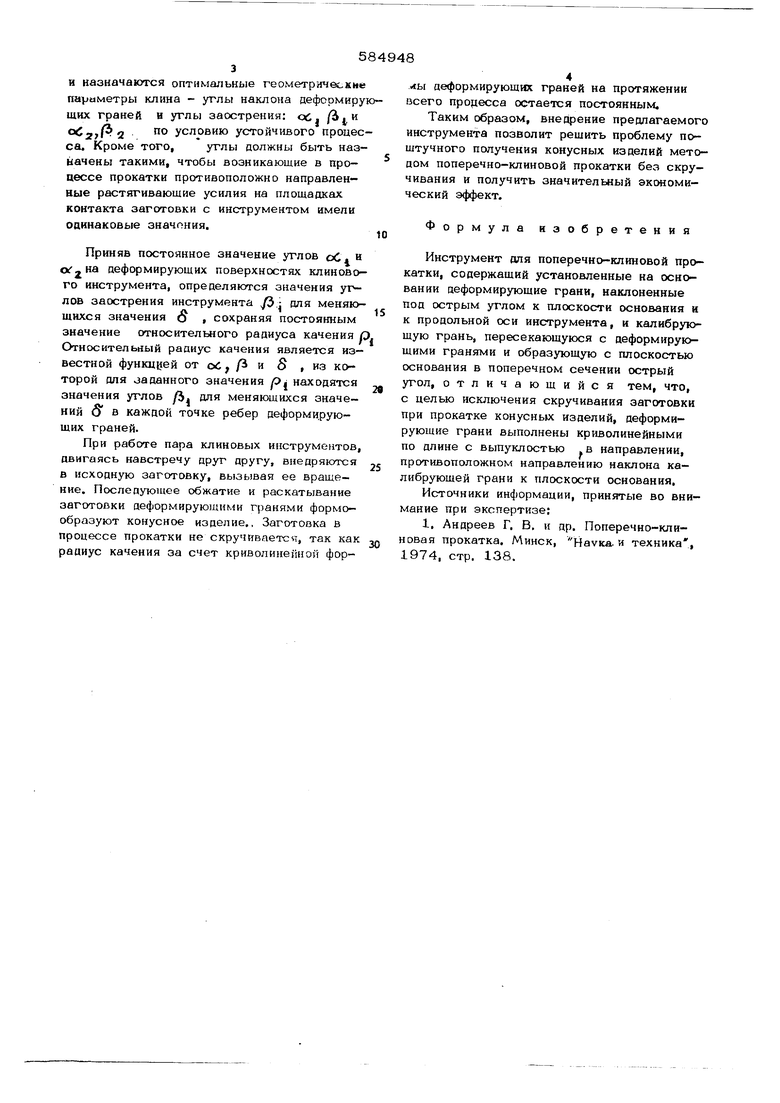
(54) ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПГЮКАТКИ и назначаются оптимальные геометрические пауаметры клина - углы наклона деформиру щих граней н углы заострения: сС. о (Ъ у по условию устойчивого процес са. Кроме того, углы должны быть назначены такими, чтобы возникающие в процессе прокатки противоположно направленные растягивающие усилия на площадках контакта заготовки с инструментом имели одинаковые значения. Приняв постоянное значение углов cxS . и на деформирующих поверхностях клинового инструмента, определяются значения углов заострения инструмента уЗ.| для меняющихся значения S , сохраняя постоянным значение относительного радиуса качения D Относительный радиус качения является известной функцией от ОС f ( It S , из которой для заданного значения p находятся значения углов /5. для меняющихся значений 5 в каждой точке ребер деформирующих граней. При работе пара клиновых и ютрументов, двигаясь навстречу друг другу, внедряются в исходную заготовку, вызывая ее врашение. Последующее обжатие и раскатывание заготовки деформирующими гранями формообразуют конусное изделие., Заготовка в процессе прокатки не скручивается, так как рациус качения за счет криволинейной форлы деформирующих граней на протяжении всего процесса остается постоянным. Таким образом, внедрение предлагаемого инструмента позволит решить проблему пощтучного получения конусных изделий методом поперечно-клиновой прокатки без скручивания и получить значительный экономический эффект. Формула изобретения Инструмент для поперечно-клиновой прокатки, содержащий установленные на основании деформирующие грани, наклоненные под острым углом к плоскости основания и к продольной оси инструмента, и калибрующую грань, пересекающуюся с деформирующими гранями и образующую с плоскостью основания в поперечном сечении острый угол, отличающийся тем, что, с целью исключения скручивания заготовки при прокатке конусных изделий, деформирующие грани выполнены криволинейными по длине с выпуклостью .в направлении, противоположном направлению наклона калибрующей грани к плоскости основания. Источники информации, принятые во внимание при экспертизе: 1, Андреев Г, В, и др. Поперечно-клиновая прокатка, Минск, HavKA и техника , 1974, стр. 138.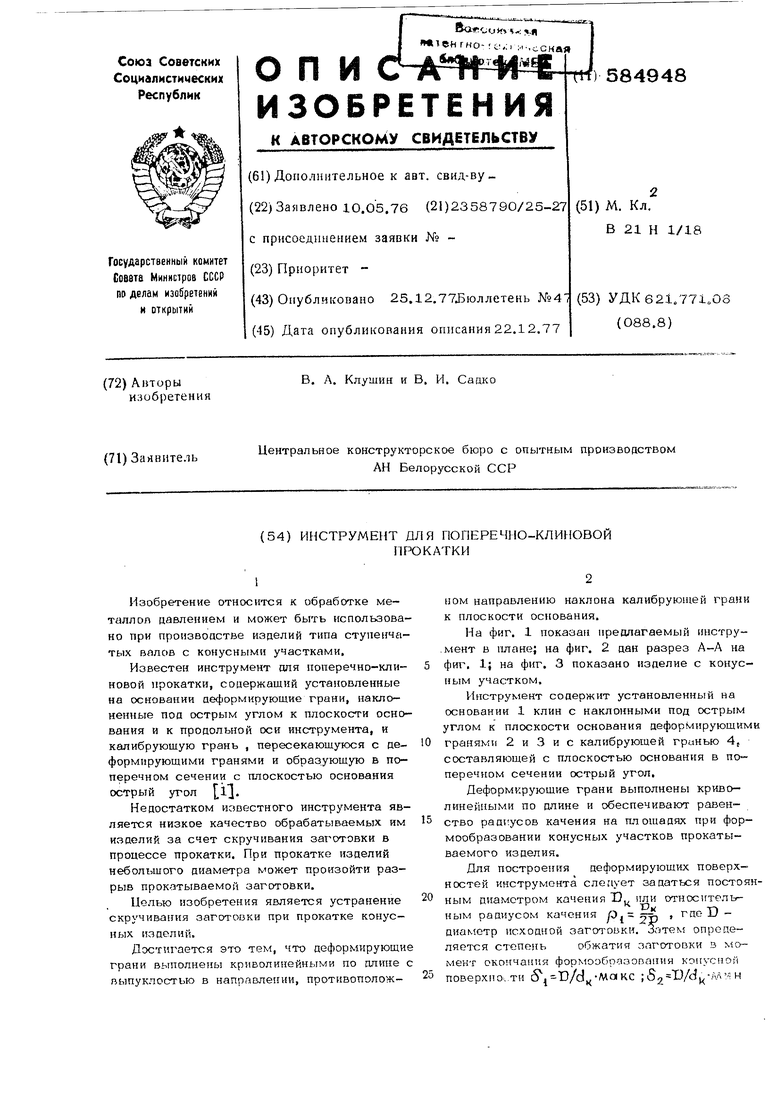
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU856633A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU764806A1 |