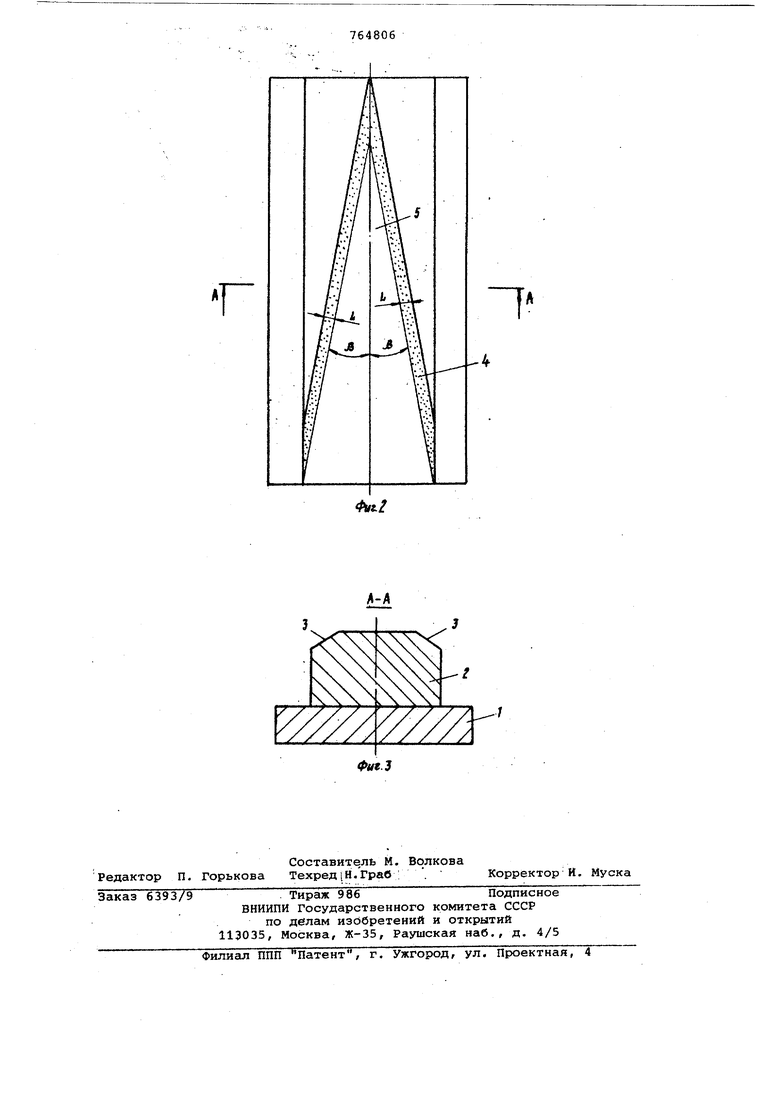
два участка: участок 4 предварительрюй калибровки и участок 5 окончательной калибровки.
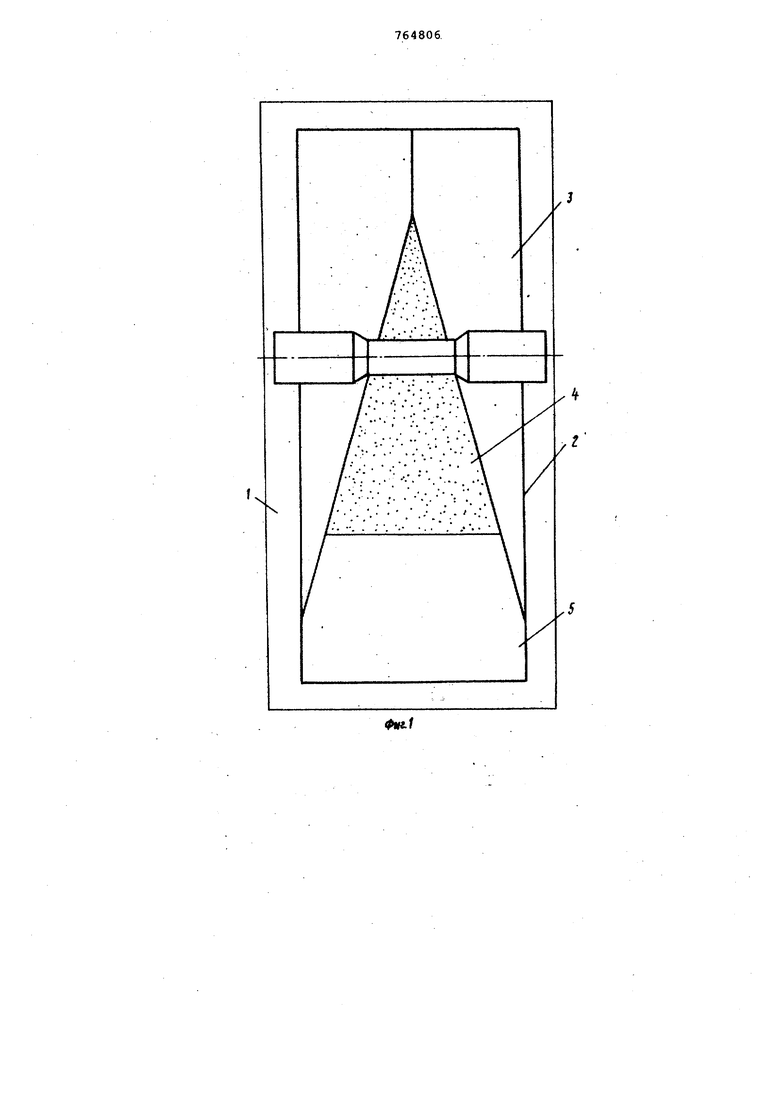
.Между йнструменталт помещают заготовку. Основания 1 перемещают навстречу друг другу. Формующие клинья 2 внедряются в заготовку, вызывая ее вращение. Боковыми наклонными гранями 3 избытки металла перемещаются .по направлению к торцам. Оставшаяся между инструментами часть металла предварительно калибруется участком 4 инструмента, образующим микронеровности на прокатываемой поверхности заготовки. В процессе окончательной калибровки участком 5 инструмента деформация металла локализуется в поверхностном слое, при этом происходит интенсивная деформадня микронеровностей, способствующая увеличению чистоты поверхности.
Интенсивность деформации и ее локальность- зависят от размеров микронеровностей: при большой величине микронеровностей деформация не лока-: лизуется в поверхностном слое, при малой величине снижается интенсивность деформации. :
Экспериментально установлено, что эффект повышения чистоты поверхности изделий проявляется предварительной калибровкой инструмента с чистотой поверхности от Rj 80 до R 320.
Так при прокатке заготовки из стали 4 диаметром 20 мм,, нагретой до liob С, инструментом с параметрами р 6°20, jL 30, а также чистотой поверхности участка предварительной калибровки R.j; 160, участка окончательной калибровки 1,25 получена чистота поверхности изделия 2,5. В то же время при известном способе с аналогичными параметрами, но без
предварительной калибровки достига80.
ется чистота поверхности
Предлагаемое изобретение позволяет исключить операцию чистового точения высоким экономическим эффектом только от снижения производственной заработной платы.
Формула изобретения
1. Инструмент для поперечно-клиновой прокатки, содержащийзакрепленный на основании клин с деформирующими наклонными гранями и кгшибрующей гранью, параллельной основанию, и с углом заострения, обращенным по направлению прокатки, о тличающийся тем, что, с целью повышения Кс1чества поверхности прокатываемых изделий, калибрую0 Щйя поверхность выполнена с двумя участками с разной чистотой поверхности, причем отношение микронеровнрстей участков с разной чистотой поверхности равно 64-256.
2. Инструмент по п. 1, отличающийся тем, что участок с более низкой чистотой поверхности выполнен в виде дорожек, параллельных линияол углов заострения с шириной
L iltR s-inp,,
где RI - радиус качения, мм;
р - угол заострения, рад.
Источники информации, принятые во внимание при экспертизе
1.патент США № 3827269, кл. 72/108, опублик. 06.08.74.
2.Авторское свидетельство СССР 583851, кл. В 21 Н 1/18, 22.04.76
(прототип).
Т
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки заготовок из труднодеформируемых материалов | 1987 |
|
SU1502152A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU935182A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |