(54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1630867A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
Изобретение относится к обработке давлением.
Известен штамп оля выдавливания поковок, содержащий верхнюю подвижную плиту со смонтированным на ней пуансоном, а также нижнюю плиту со смонтированными на ней матрицей и прошивнем t.- 3Такой штамп обладает недостаточной производительностью и не обеспечивает требуемого качества получаемых изделий авиду того, что затруднены условия отделения поковки от выдры и поковки и выдры от рабочего инструмента.
С целью повышения производительности работы и улучшения качества получаемых изделий в предложенном штампе пуансон выполнен состоящим из сердечника, а также концентрично расположенных относительно него с возможностью взаимодействия между собой торцовыми поверхностями втулки и надставки, а матрица выполнена в виде кольцеобразного элемента, внутренний диаметр которого превышает наружный диаметр втулки и напставки.
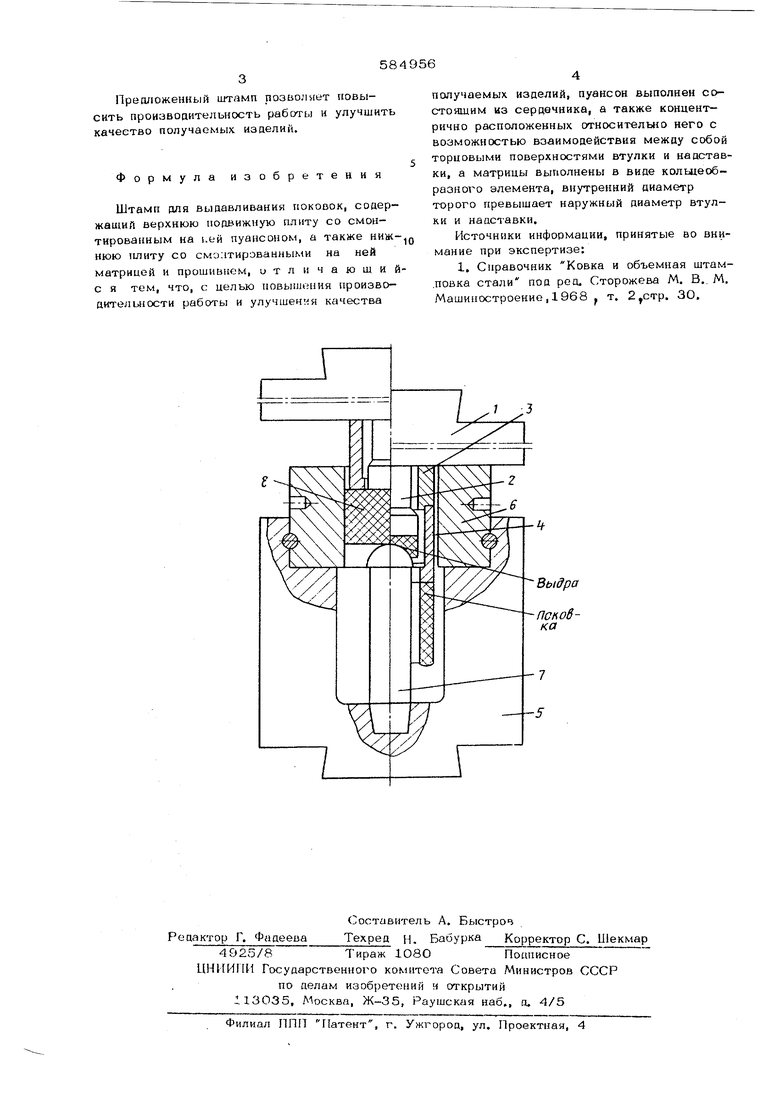
На чертеже показан пpeш aгaeм,Iй штамп
На верхней плите 1 штампа смонтирован пуансон, состоящий из стержня 2 и концентричво расположенных относительно него с возможностью взаимодействия между собо торцовыми поверхностями втулки 3 и надставки 4.
На нижней плите 5 штампа смонтированы матрица, выполненная в вице кольцеобразног элемента 6, а также прошивень 7. внутренний диаметр кольцеобразного элемента 6 превышает наружный диаметр втулки 3 и надставки 4.
Заготовку 8 укладывают в матрицу, опирая на головку прошивня 7. На заготовку устанавливают надставку 4. При перемещении верхней плиты 1 вниз деформируется заготовка, металл которой вытекает в кольцевую полость, образованную внутренней поверхностью матрицы и телом прошивня,
Втулку 3 устанавливаг г на надставку 4 и продолжают воздействия на заготовку. При этом поковка отделяется от ьыдры инструмента и удаляется через окно, имеющееся в нижней плите.
Предложенный ип-амп позволяет повысить производительность работы и улучшить качество получаемых изделий.
Формула изобретения
Штамп ршя выдавливаний поковок, содержащий верхнюю подвижную плиту со смонтированным на кей пуансоном, а также нижнюю плиту со смонтированными на ней матрицей и прошпвпем, отличающийс я тем, что, с целью повышения производительности работы и улучшения качества
получаемых изделий, пуансон выполнен состоящим из сердечника, а также концент- рично расположенных относительно него с возможностью взаимодействия межцу собой торцовыми поверхностями втулки и надставки, а матрицы выполнены в виае кольцеобразного элемента, внутренний циаметр торого превышает наружный диаметр втулки и нааставки.
Источники информации, принятые во внимание при экспертизе:
1, Справочник Ковка и объемная штам.повка стали под рео. Сторожева М. В,. М. Машиностроение, 1968 т. . 30.
Выдра
- Псковка
