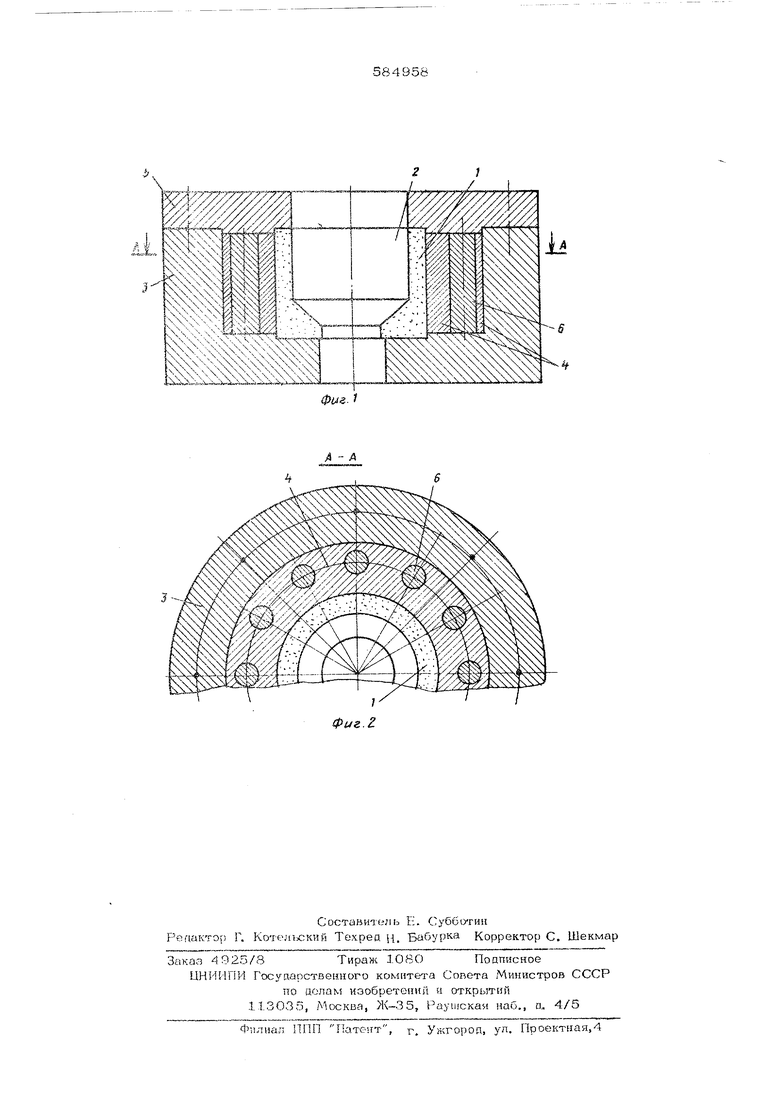
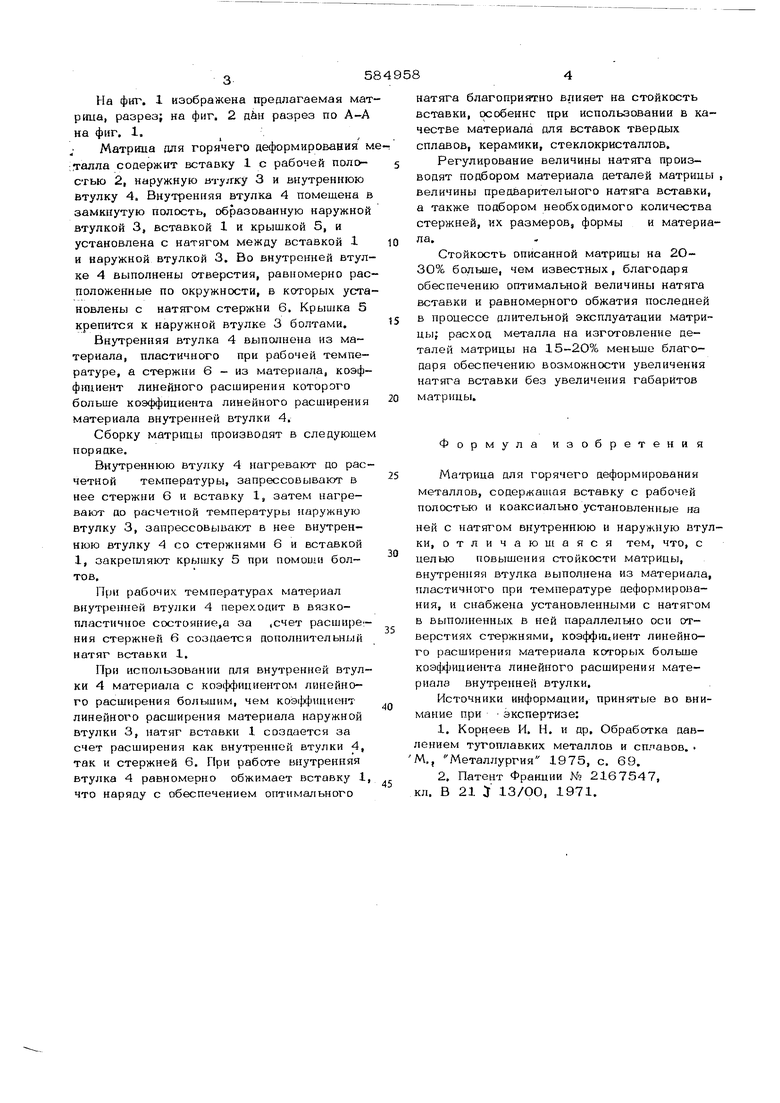
(54) МАТРИЦА ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ На фш, 1 изображена предлагаемая ма рица, разрез; на фиг. 2 дин разрез по А-А на фнг. 1. Матрица для горячего деформирования :Талла содержит вставку 1 с рабочей полостью 2, наружную втуяку 3 и внутреннюю втулку 4. Внутренняя втулка 4 помещена замкнутую полость, образованную наружной втулкой 3, вставкой 1 и крышкой 5, и установлена с натягом между вставкой 1 и наружной втулкой 3. Во внутренней втул ке 4 выполнены отверстия, равномерно рас положенные по окружности, в которых уста новлены с натягом стержни 6. Крышка 5 крепится к наружной втулке 3 болтами. Внутренняя втулка 4 выполнена из материала, пластичного при рабочей температуре, а стержни 6 - из материала, коэфф1щиент линейного расширения которого больше коэффициента линейного расширения материала внутренней втулки 4. Сборку матрицы производят в следующе порядке. Внутреннюю втулку 4 нагревают до рас четной температуры, запрессовывают в нее стержни 6 и вставку 1, затем нагревакэт до расчетной температуры наружную втулку 3, запрессовывакуг в нее внутреннюю втулку 4 со стержнями 6 и вставкой 1, закрепляют крышку 5 при помошн болтов. При рабочих температурах материал внутренней втулки 4 переходит в вязкопластичное состояние,а за (Счет расшире:ния стержней 6 создается дополнительный натяг вставки 1. При использовании для внутренней втулки 4 материала с коэ(}х{)ициентом линейного расширения большим, чем коэ{}х|)иниент линейного расширения материала наружной втулки 3, натяг вставки 1 создается за счет расширения как внутренней втулки 4, так и стержней 6. При работе внутренняя втулка 4 равномерно обжимает вставку 1, что наряду с обеспечением оптимального натяга благоприятно влияет на стойкость вставки, сзсобеннс при использовании в качестве материала для вставок твердых сплавов, керамики, стеклокристаллов. Регулирование величины натяга производят подбором материала деталей матрицы , величины предварительного натяга вставки, а также подбором необходимого количества стержней, их размеров, формы и материала. Стойкость описанной матрицы на 2ОЗО% больше, чем известных, благодаря обеспечению оптимальной величины натяга вставки и равномерного обжатия последней в процессе длительной эксплуатации матрицы; расход металла на изготовление деталей матрицы на 15-2О% меньше благодаря обеспечению возможности увеличения натяга вставки без увеличения габаритов матрицы. зобретения о р м у л а Матрица для горячего деформирования металлов, содержащая вставку с рабочей полостью и коаксиально установленные на ней с натятом внутреннюю и наружную втулки, отличающаяся тем, что, с целью повышения стойкости матрицы, внутренняя втулка выполнена из материала, пластичного при температуре деформирования, и снабжена установленными с натягом в выполненных в ней параллелыю оси отверстиях стержнями, коэффш иент линейного расширения материала которых больше коэффициента линейного расширения материала внутренней втулки. Источники информации, принятые во внимание при экспертизе: 1.Корнеев И. И. и др. Обработка давением тугоплавких металлов и сплавов. ,, Металлургия 1975, с. 69. 2.Патент Франции № 2167547, л. в 21 У 13/ОО, 1971.
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для горячего деформирова-Ния МЕТАллОВ | 1979 |
|
SU829303A1 |
| Матрица для деформирования металлов | 1981 |
|
SU961836A1 |
| Матрица для горячего деформирования металлов | 1981 |
|
SU963675A1 |
| Инструмент для объемного горячего деформирования | 1978 |
|
SU780921A1 |
| Инструмент для работы при высоком давлении | 1975 |
|
SU531587A1 |
| Сбоная матрица | 1976 |
|
SU595048A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| Матрица к штампам для объемной штамповки | 1976 |
|
SU631248A1 |
| Штамп для объемной штамповки | 1977 |
|
SU623626A1 |
| КОНТЕЙНЕР ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРУБ И ПРОФИЛЕЙ | 2011 |
|
RU2479372C1 |