(54) МАТРИЦА ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для горячего деформирова-Ния МЕТАллОВ | 1979 |
|
SU829303A1 |
| Матрица для горячего деформирования металлов | 1976 |
|
SU584958A1 |
| Матрица для деформирования металлов | 1981 |
|
SU961836A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Матрица к штампам для объемной штамповки и способ ее изготовления | 1980 |
|
SU869930A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ ТЕПЛООБМЕННИКА | 2002 |
|
RU2238166C2 |
| Устройство для испытания на прочность образца материала | 1990 |
|
SU1728715A1 |
| Инструмент для работы при высоком давлении | 1975 |
|
SU531587A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении матриц для штамповки, прессования и тому подобного.
Известна матрица для горячего деформирования металлов.содержащая вставку с рабочей полостью и коаксиально установленные на ней с натягом, внутреннюю и наружную втулки l.
Недостатком данной матрицы является ее недостаточно высокая износостойкость, кроме того, введение нагревательного органа для подогрева матрищл усложняет конструкцию.
Цель изобретения - повышение стойкости матрицы.
Цель достигается за счет того, что матрица для горячего деформирования металлов, содержащая вставку с рабочей полостью и коаксиально установленные на ней с натягом внутреннюю и наружную втулки, снабжена смонтированным во внутренней втулке охва тывающим вставку полым индукционным нагревателем, подключенным к источнику для .подачи в него хладагента, причем внутренняя втулка выполнена из материала с коэффициентом термического расширения, не превышающим нулевое значение.
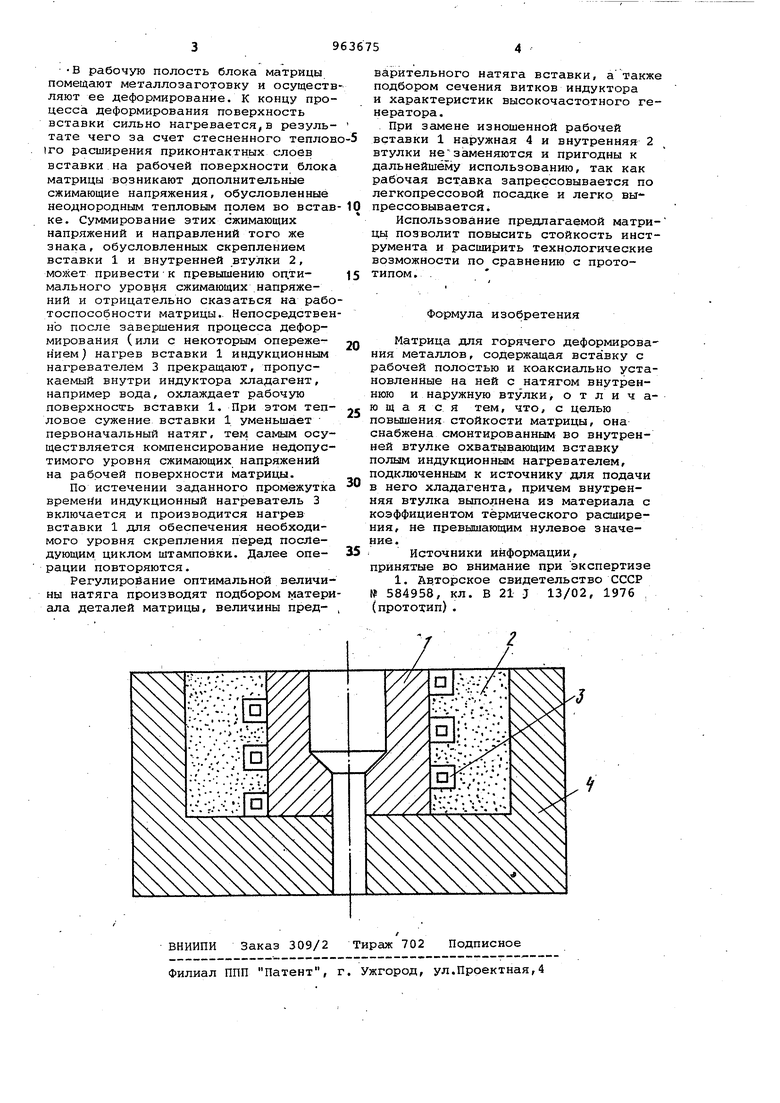
На чертеже изображена предлагаемая матрица.
Предлагаемая матрица состоит из рабочей вставки 1, выполненной из твердого сплава на основе карбидов (например, ВК25) или из стали 10 высокой прочности (например, Р18, Р6М5 ), внутренней втулки 2, выполненной из материала с нулевым или отг рицательным коэффициентом термического расширения и с высокой про.чностью (например, литийсодержащей ке15рамики ), витков индукционного нагревателя 3 с циркулирующим по ним хладагентом, например водой, и сталь ной наружной втулки 4 .
Матрица работает следующим обрат
20 зом.
Перед началом деформирования производится нагрев рабочей вставки 1 до необходимой температуры индукционным нагревателем 3, чем.создают
25 заданный уровень сжимающих напряжений на рабочей поверхности вставки 1, а также благоприятные условия для металлозаготовки (отсутствие подстуживания) и материала рабочей заготов30ки.
