I
Изобретение относится к области обработки металлов давлением, а именно к конструкциям штампов для объемной штамповки.
Известен штамп для штамповки, содержащий контейнер с матрицей и устааоеленной на нем втулкой, внутренняя полость которой является рабочей камерой и заполнена рабочей жидкостью, а наружная ее поверхность образует с внутренней поверхностью контейнера кольцевую полость, гидравлически соединенную с рабочей камерой Ц В этом штампе матрица находится под воздействием изгибающих и растягивающих нагрузок, что неблагоприятно сказывается на ее стойкости, особенно при изготовлении ее из материалов, характеризующихся высоким отношением предела прочности на сжатие к пределу прочности на растяжение и Еысокой износостойкостью, например, термогенных материалов.
Целью изобретения является повышение стойкости штампа.
Это достигается тем, что в предлагаемом штампе матрица установлена в контейнере с зазором и снабжена размещенными в этом зазоре фиксирующими элементами, поверхность которых
контактирующая с матрицей, покрыта слоем пластичного материала и в теле которых выполнены перепускные ка1;1алы под рабочую жидкость, а контейнер
выполнен с компенсационными отверстиями и снабжен силовыми цилиндрами, штоки плунжеров которых размещены в компенсационных отверстиях.
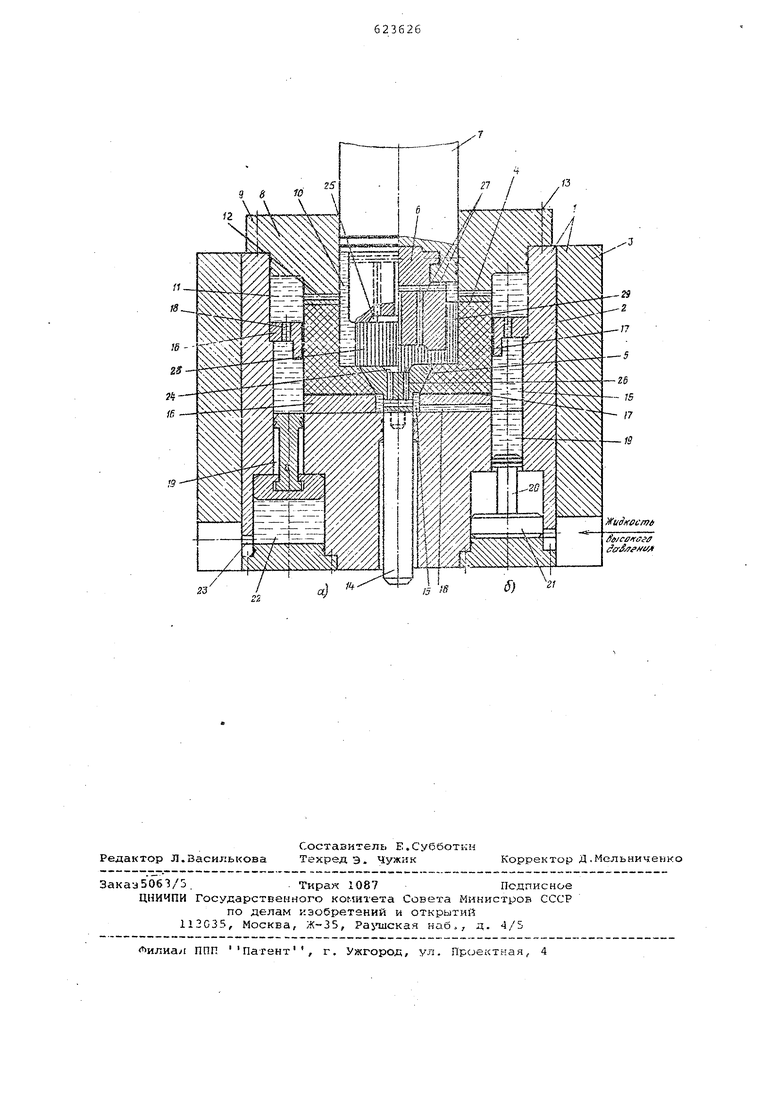
На чертеже показан предлагаемый
штамп, продольное сечение, а) - в начальный момент деформирования заготовки, б) - после окончания процесса деформирования.
Штамп содержит контейнер 1, собранныг из основания 2 и бандажного кольца 3, матрицу 4 с выталкиватеjiGM 5, пуансон 6, закрепленный на стержне 7, установленную в контейнере 1 втулку 8 с фланцем 9. Внутренняя полость втулки 8 является рабочей камерой 10. Между контейнером 1 и наружной поверхностью втулки 8 создана кольцевая полость 11 давления, сообщающаяся с рабочей камерой 10 с помсицью отверстий 12, выполHeHHfcix в стенке втулки 8. Втулка 8 закреплена на контейнере 1 болтё1ми 13. Выталкиватель 5 установлен на стержне 14. Матрица 4 установлена в
контейнере 1 с зазорюм по наружной и торцов.ой части, образуя дополнитель ную тюлость 15 л,, в этом зазор усгановле 1Ы ф ксиру;ош,че элементы 6, повархность 17 которых, обращенная к матрице 4, покрг гта слоем пластич 1ого материала. В фнксирующик элементах .16 .чены перепускные KaLiaiM 18, через которые догголнительиая полость 15 давления сообщается с KOJibНдевой полостью 11 давления В теле контейнера 1 аыполиеи.ы комггенсацион-ные отверетиг 19 с усгаповлекпыг да н них штоками 20 . плунжеров 21 силов 5| ; цилиндров 22, смонтированных в конте нере 1 , Жидкссть «ысокого давления itocTynaei s силовые цг линдрь 22 чере каналы 23. ФормооеЗраэуютая полость 2 выталкивателя 5 матрицы 4 и формообразующая полость 25 пуансона. 6 вьтпол нек1-г сообш/элшгимнся с попосггиш даВле: ия 15 и U рн nowow-i отнеисгяй 26 и 27:, Для ггредотнргич э ия утечки ;;;илкости хредусм тренг:; )Тиения зЫсокого .uajjJisUHn.. и талпт рабога-гт сле, образом, Посипи загрузки загоховкя 20 к за;ТИ1И Я paCCIf-ii ЖПЛКОСТК ,;О б пвс5Л 1:сн в рабс::чук1 каьиару ;0, Урог-е :;,; naCfVHiM -a-uiiiccTH блть raiaM, Чгобы к 5a43J y деформиронаник она иахо,ии-лас:ь пс/ }1аБлекнек, а iia пуаисои 6 и матрицу 4 с иытадшива -j / e;ic-:viic;:a-H с:;.иг. нагруз ки,, Пуаисси G У1ри тере лс гдс11ии вшз ,лщао1 л-лилекие и рабо-)ей камере л О и в сообгдающейсп с гей колытевой полости XI дап,|:сН;Я, 1йкж; я ,u:o; OJ .ьной ,постн 13 давтгенип- Усилие подпора щтоков 20 выбирается. )дя лз того, что г алолнение раооне;. ()стью OTDcpcTHfl .Э начинаетс npi достгжепи jXiUine HH рабо ей ипдкос и п т-аОочей 10 и -юлостяк 11 и 1Ь даялеигя равного, по крайней мере, 0, уги;-ль ;ого усилия ддефор /;к- рования мат;Н)иа:1;а загОговк : 28. После око)чаиия деформирования заготовкк Йй пуансон 6, из рабочей -.af.sepi.i 10, iiocTeueJiHO , Шсгэт ,11а1;локие рабочей жидкоств. Рабочая жндкость, иаходятаяся еще неко торое время в рабочей камере 10 под павле ием, воздиействует на. торец изделия 29, обеопечивая его съем с пуаноона 6. Штоки 20 под действием плунжеров 21 Боэвращаютоя в первоначальное положение. Изделие 29 при помощи выталкивателя 5 и стержня 14 извлекается из штампа, и процесс начинается csiOBa. Предлагаемая конотрукци;-; штампа позволяет повысить его стойкость iia 30-40% за счет создания схемы всестороннего сжатия матрицы и пуансона и возможности изготовления их из материалов, характеризующихся высокой износостойкостью по высоким OTношениям предела прочности на сжатие к пределу прочности на растяжение ( 1,5). Формула изобретения Штамп для объемной штамповки, содержаощй контейнер с матрицей и установленной на ней втулкой, внутренняя полость которой ЯЕЛяетсгг рабочей камерой и за-толкена рабочей жидкостью, а парукная ее поверхность образует с внутренней поверхностью контейнера кольцевуто полость, гидравлически соединенную с рабочей камерой, о тл и ч а 10 ill н и с я а ем, что, е целью ггоныиеки.л стойкости штампа, матрица устано.Елена в контейнере с зазором и снабжена размещекньми в этом зазоре .ркксиругащими злe.:eFna 5и, поверхность которых, коьхактирукицая с матрицей,покрыта слоозм пластичного материала и в теле которых выполнены перелускные каналы под рабочую жидкость, а коктейнер вылолнен с компенсационными отверстиями н снабжен силовшли цилякдр;5,г-:и, штоки плунжеров которых размещены тз компенсационных отверстиях. Источники информации, принятые во внимание при экспертизе: 1., AETOpCJCoe озиятетельство СССР № 497070, кл. В 21 J 5/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОЙ ШТАМПОВК1'8СЕСОЮЗНАЯ|лАТШНО-Таш^ЕО^^б^БЛИО'Т'ЕНД | 1972 |
|
SU323182A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Инструмент для горячей и полугорячей штамповки | 1988 |
|
SU1562056A1 |
| Штамп для выдавливания инструментов | 1978 |
|
SU749532A2 |
| Устройство для штамповки деталей | 1986 |
|
SU1357111A2 |
| Устройство для гидростатической штамповки полых изделий | 1977 |
|
SU727255A1 |
| Штамп для выдавливания инструментов спиральной формы | 1977 |
|
SU656732A1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |