можность подпружиненного х;6лиженяа йлгь расхождения частей пластин поворотом их вокруг неразрезанного участка 16.
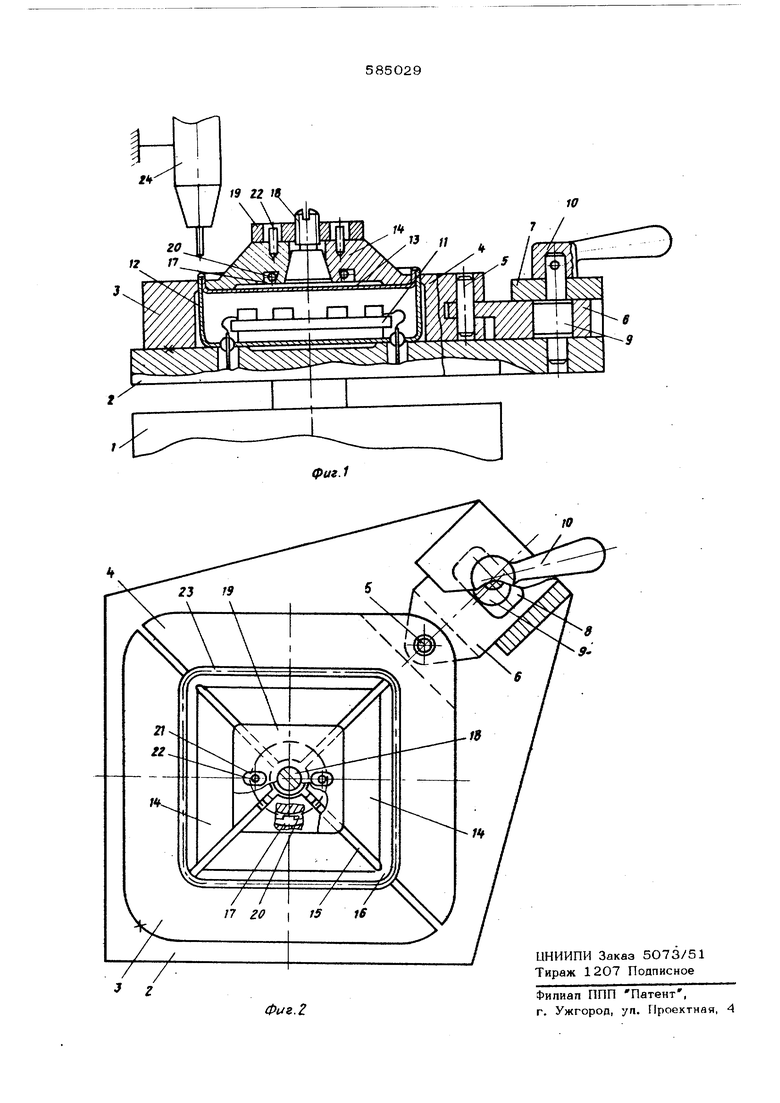
В центральной части пластины 14 выпопнены с призматической канавкой 17 и опи- 5 раютср конической поверхностью на конус 18. Конуе вворачивается резьбовой частью в основание 1 теплоотвода, а в призматическую канавку 17 вставлена разрезная кольцевая пружина 20, прижимающая пластины 14 к основанию 19 и конусу 18. В продольных отверстиях 21 основания 19 те лоотвода расположены с зазором направляющие штифты 22. запрессованные в пластины 14. Над свариваемым стылом 23 корпуса радиоэлемента расположена сварочная голо& ка 25.ГоЛовка 24 может быть для аргонно-дуговой сварки электроннолучевой; или лаз-эром. Привод 1 предназначен для плоскопараплельного перемещения установочного стелика 2 под сварочной головкой 24 по контуру свариваемого стыка 23 с перебегом точек начала и конца сварки в 2-4 мм, Работа на устройстве производится еледуюшим образом. Ручкой 10 отводится подвижная внешня зажимная губка ,4 и между ней и неподвижной губкой 3 на столик 2 ставится собранный свариваемый корпус 11 радиоэлеменфа. Затем корпус 11 зажимается, при этом, поскольку однагубка ,3 - неподвижна а губка 4 - самоустанавливаюшаяся, обес- печивается надежный контакт зажимных кромок губок 3 и 4 с внешними стенками корпуса радиоэлемента по всему периметру за исключением небольших участков на радиусах закругления углов корпуса в местах стыка губок. Б крышку 13 корпуса радио-элемента вставляется внутренний теплоотвОд
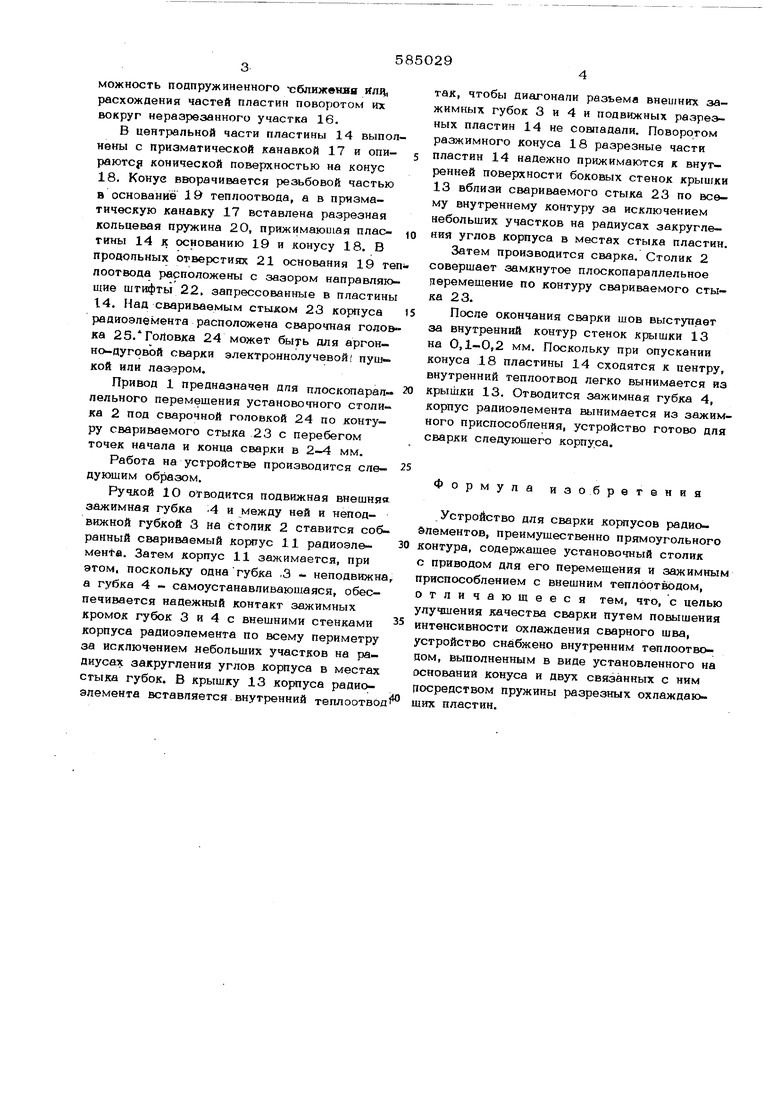
так, чтобы диагонали разъема внешних зажимных губок 3 и 4 и подвижных разрезных пластин 14 не совпадали. Поворотом разжимного конуса 18 разрезные части пластин 14 надежно прижимаются к внутренней поверхности боковых стенок крышки 13 вблизи свариваемого стыка 23 по всему внутреннему контуру за исключением небольших участков на радиусах закругления углов корпуса в местах стыка пластин. Затем производится сварка. Столик 2 совершает замкнутое плоскопараллельное яеремещение по контуру свариваемого стыка 23. После окончания сварки шов выступает за внутренний контур стенок крышки 13 на 0,1-0,2 мм. Поскольку при опускании конуса 18 пластины 14 схопятся к центру, внутренний теплоотвод легко вынимается из крышки 13. Отводится зажимная губка 4, корпус радиоэлемента вынимается из зажимного приспособления, устройство готово для сварки следующего корпуса. Формула изобретения Устройство для сварки корпусов радиоЭлементов, преимущественно прямоугольного контура, содержащее установочный столик с приводом для его перемещения и зажимным приспособлением с внешним теплортводом, отли чающееся тем, что, с целью улучшения качества сварки путем повышения интенсивности охлаждения сварного шва, устройство снабжено внутренним теплоотводом, выполненным в виде установленного на оснований конуса и двух связанных с ним юсредством пружины разрезных охлаждающих пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки корпусов микросхем | 1972 |
|
SU518293A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| Способ стыковой сварки труб сопротивлением и устройство для его осуществления | 1984 |
|
SU1247210A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |