1
Изобретение относится к снособам для подвода тока к сварочной проволоке.
Известен способ подвода тока к сварочной проволоке при котором осуществляют осевую нодачу роликов 1.
Однако этот способ не обеспечивает большого срока службы роликов.
Наиболее близким по технической сущности и достигаемым результатам является способ контактного подвода тока к сварочной проволоке при помощи двух соосно расположенных роликов, поджимаемых к проволоке поворотом их вокруг своих осей по мере износа 2.
Недостатком этого способа является интенсивный износ роликов.
Целью изобретения является повыщение срока службы роликов.
Это достигается тем, что по предлагаемому способу дополнительно осуществляют перемещение роликов вдоль их осей.
Этот способ применим преимущественно для случаев, когда диаметр роликов больще диаметра подаваемой проволоки, при этом износ роликов происходит с большей интенсивностью, чем износ проволоки.
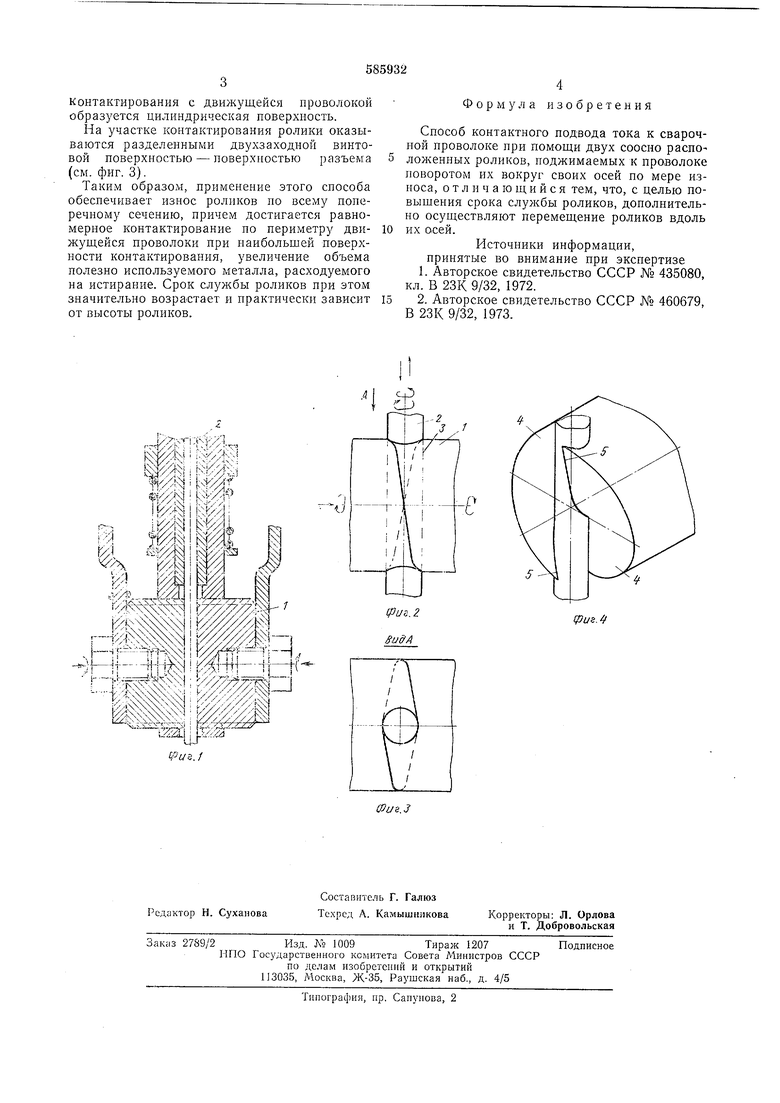
На фиг. 1 изображено устройство для осуществления предлагаемого способа, в разрезе; на фиг. 2 - ролики и проволока во взаимодействии; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - аксонометрическое изображение одного из роликов при взаимодействии с проволокой.
Ролики 1 устанавливаются соосно, причем их ось пересекается взаимно перпендикулярно с осью двил ущейся проволоки 2 (см. фиг. 1). Движущаяся проволока 2 может иметь вращение (левое или правое) вокруг своей оси или двигаться по оси возвратно-поступательно, или двигаться одновременно вокруг оси и
по оси.
Ролики 1 первоначально имеют равные торцовые поверхности, с которыми подаваемая проволока в начальный момент подачи контактирует по линиям 3 (см. фиг. 2). В начале
подачи между рабочими торцовыми поверхностями роликов устанавливают зазор равный диаметру движущейся проволоки. В дальнейщем из-за трения происходит износ роликов на участке контактирования.
Износ роликов компенсируется их равномерным взаимосближением, заключающимся в равномерной встречной подаче роликов с одновременным поворотом их вокруг собственных осей с осевым щагом, равным двум
диаметрам движущейся проволоки. Ось подачи совпадает с осью роликов.
В результате взаимодействия движущейся проволоки с роликами на рабочих торцах последних образуется двухзаходная винтовая
поверхность 4 с заходами 5, а иа участках
Контактирования с движущейся проволокой образуется цилиндрическая поверхность.
На участке контактирования ролики оказываются разделенными двухзаходной винтовой поверхностью - поверхностью разъема (см. фиг. 3).
Таким образом, применение этого способа обеспечивает износ роликов по всему поперечному сечению, причем достигается равномерное контактирование по периметру движущейся проволоки при наибольшей поверхности контактирования, увеличение объема полезно используемого металла, расходуемого на истирание. Срок роликов при этом значительно возрастает и практически зависит от высоты роликов.
4 Формула изобретения
Способ контактного подвода тока к сварочной проволоке при помощи двух соосно расположенных роликов, поджимаемых к проволоке поворотом их вокруг своих осей по мере износа, отличающийся тем, что, с целью повышения срока службы роликов, дополнительно осуществляют перемещение роликов вдоль их осей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 435080, кл. В 23К 9/32, 1972.
2.Авторское свидетельство СССР № 460679, В 23К 9/32, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактного подвода тока к электродной проволоке | 1976 |
|
SU649522A1 |
| Устройство для контактного подвода тока к электродной проволоке | 1981 |
|
SU1017449A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Контактирующее устройство для электроконтактного нагрева | 1979 |
|
SU943302A1 |
| Способ подвода тока к плавящемуся электроду при сварке | 1990 |
|
SU1715529A1 |
| Устройство для контактного подвода тока к сварочной проволоке | 1973 |
|
SU502722A1 |
| Электродное устройство к сварочной машине для точечной сварки | 1977 |
|
SU733913A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| УСТРОЙСТВО для КОНТАКТНОГО ПОДВОДА СВАРОЧНОГО ТОКА К СВАРОЧНОЙ ПРОВОЛОКЕ | 1973 |
|
SU389899A1 |
WM Щт
f //:K:j f;xvy ii
ш,
w
Mm Mfe
.f
J ,7
5
pUS.
