сл ел
го о
Изобретение относится к способам подвода тока к плавящемуся электроду при сварке.
Известен способ подвода тока к плавящемуся электроду при сварке посредством устройства, содержащего корпус с каналом для направления плавящегося электрода и установленный в корпусе токо- подвод, выполненный в виде двух соосных расположенных по разные стороны от упомянутого канала и подпружиненных один относительно другого роликов, установленных с возможностью поворота относительно своей оси, перпендикулярной к продольной оси канала, для направления плавящегося электрода, причем ось вращения роликов смещена относительно продольной оси канала для направления плавящегося электрода на расстояние, равное радиусу плавящегося электрода.
При этом способе подвода тока к плавящемуся электроду гарантированно осуществляется подвод тока к электроду на малом участке - в месте контактирования токопод- водящих роликов с плавящимся электродом, что увеличивает стабильность процесса сварки, Однако это устройство сложно по конструкции и не может обеспечить надежность в работе при реальных величинах сварочного тока.
Наиболее близким к предполагаемому является способ подвода тока к плавящемуся электроду посредством мундштука, выполненного в виде усеченного конуса, на большем основании которого имеется цилиндр, на наружной поверхности которого имеется резьба, а внутри мундштука соосно ему выполнено отверстие диаметром, соответствующим диаметру плавящегося электрода. При этом длина мундштука равна 26-30 диаметров плавящегося электрода.
Однако срок службы этого мундштука невелик, в результате чего нерационально затрачиваются остродефицитные материалы, идущие на его изготовление.
Целью изобретения является увеличение срока службы мундштука и уменьшение расхода дефицитных материалов, идущих на его изготовление.
Поставленная цель достигается тем, что длина мундштука составляет 3-7 диаметров плавящегося электрода, для сварки которым он предназначен.
На чертеже представлена конструкция мундштука.
Мундштук представляет собой цилиндр, на одном из концов которого нарезана резьба 1, отверстие 2, расположенное вдоль оси мундштука, предназначено для
прохождения через мундштук плавящегося электрода 3, для облегчения попадания плавящегося электрода 3 в отверстие 2 предусмотрена фаска 4.
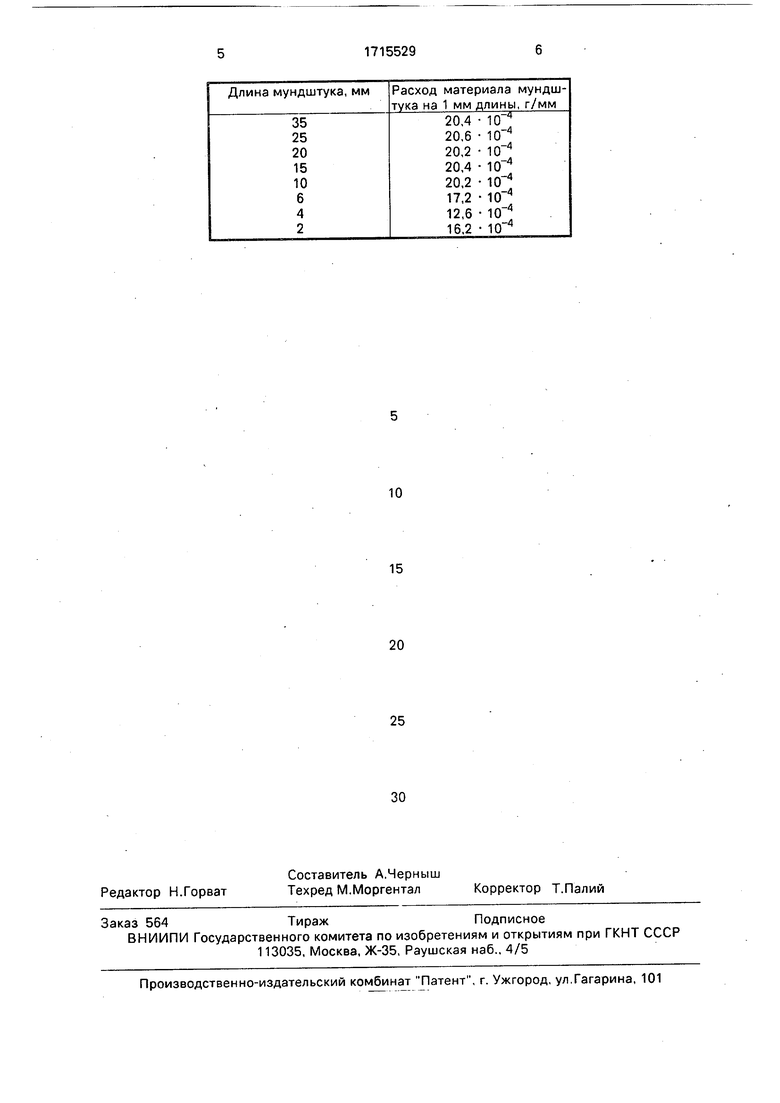
В таблице представлены сведения об
износостойкости мундштуков различной длины при сварке плавящимся электродом диаметром 1,6 мм.
Из данных таблицы следует, что оптимальная длина мундштука находится в пределах 3-7 диаметров плавящегося электрода, что позволяет увеличить срок службы мундштука в 1 ,2-1,7 раза, а значит во столько же раз сократить расход металла на изготовление
мундштуков.
Способ подвода тока к плавящемуся электроду при сварке реализуется следующим образом.
Через осевое отверстие мундштука пропускается плавящийся электрод, затем мундштук вкручивается в сварочную горелку, после чего можно начинать процесс сварки. Замена мундштука производится следующим образом.
Мундштук выкручивается из горелки и
снимается с проволоки. Установка нового мундштука осуществляется описанным способом.
Срок службы мундштуков, применяемых в настоящее время, не более 6-7 ч. Поэтому для обеспечения двухсменной работы 10000 сварочных постов необходимо в год 6 10 мундштуков обычной конструкции, на что затрачивается 2,4 10 руб и
80-100 т меди.
При использовании предлагаемых мундштуков их количество, необходимое для обеспечения двухсменной работы 10000 сварочных постов, сократится до 4 106шт.,
а стоимость изготовления в виде меньшей трудоемкости не превысить 0,8 10 руб, при этом расход меди уменьшится как за счет увеличения долговечности мундштуков, так и за счет уменьшения их материалоемкости
до 30 т. Экономия на каждые 10000 сварочных постов в год составит 50-70 т меди или меди вольфрама, 1,4 10 руб, по количеству мундштуков 2 10 шт.
Формула изобретения
Способ подвода тока к плавящемуся электроду при сварке, при котором электрод в виде проволоки пропускают через отверстие мундштука, отличающийся тем, что, с целью увеличения срока службы мундштука и уменьшения расхода материала путем уменьшения размеров мундштука, используют мундштук длиной, равной 3-7 диаметрам плавящегося электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к сварочным головкам и горелкам | 1985 |
|
SU1278145A1 |
| Горелка для сварки плавящимся электродом | 1976 |
|
SU608625A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Устройство для контактного подвода тока к электродной проволоке | 1976 |
|
SU649522A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
Изобретение относится к способам подвода тока к плавящемуся электроду при сварке. Цель изобретения - увеличение срока службы мундштука и уменьшение расхода материала путем уменьшения размеров мундштука. Через мундштук 1, в котором имеется отверстие 2, пропускают плавящийся электрод 3. Таким образом к электроду 3 подводят сварочный ток. При этом используют мундштук с длиной, равной 3-7 диаметрам плавящегося электрода. Такая длина мундштука обеспечивает минимальный его износ. 1 ил., 1 табл.
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом, М.: Машиностроение, 1974, рис | |||
| ГАЗОГЕНЕРАТОР ДЛЯ ДРОВ, ТОРФА И КИЗЯКА | 1923 |
|
SU746A1 |
