(54) СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2006 |
|
RU2319590C2 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| Состав электродного покрытия | 1982 |
|
SU1080946A1 |
| Электрод для сварки | 1981 |
|
SU998065A1 |
| Сварочный электрод | 1981 |
|
SU942336A1 |
| Состав электродного покрытия | 1989 |
|
SU1632715A1 |
| Состав электродного покрытия | 1989 |
|
SU1662792A1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| ПЛАВЛЕННЫЙ ФЛЮС ДЛЯ НАПЛАВКИ | 1996 |
|
RU2115529C1 |
окись циркония и марганец металлический цри следующем соотношении компонентов покрытия, вес. %:
Двуокись циркония0,5-8,0
Мрамор20-35
Фер|ротитан6,0-13,5
Фе|рросилиций1-3
Ма1ргаиец металлический0,5-2,5
Плавиковый шпатОстальное
Предложеиное покрытие наносят на проволоку, получеиную из металла электрошлакового переплава.
В предлол енном покрытии увеличено содержапие мрамора, что позволяет улучшить газовую защиту, а принятое соотношение мрамор - плавиковый шлат в сочетании с проволокой, полученной ЭШП, создает необходимый комплекс поверхностных свойств шлака и металла сварочной ванны. Наиболее благоприятное соотношение мрамор-плавиковый шпат находится в пределах 0,55-0,65.
Введение двуокиси циркония в количестве 0,5-8,0 вес. % взамен магаезита способствует стабильности поверхностных свойств расплавов шлака и металла.
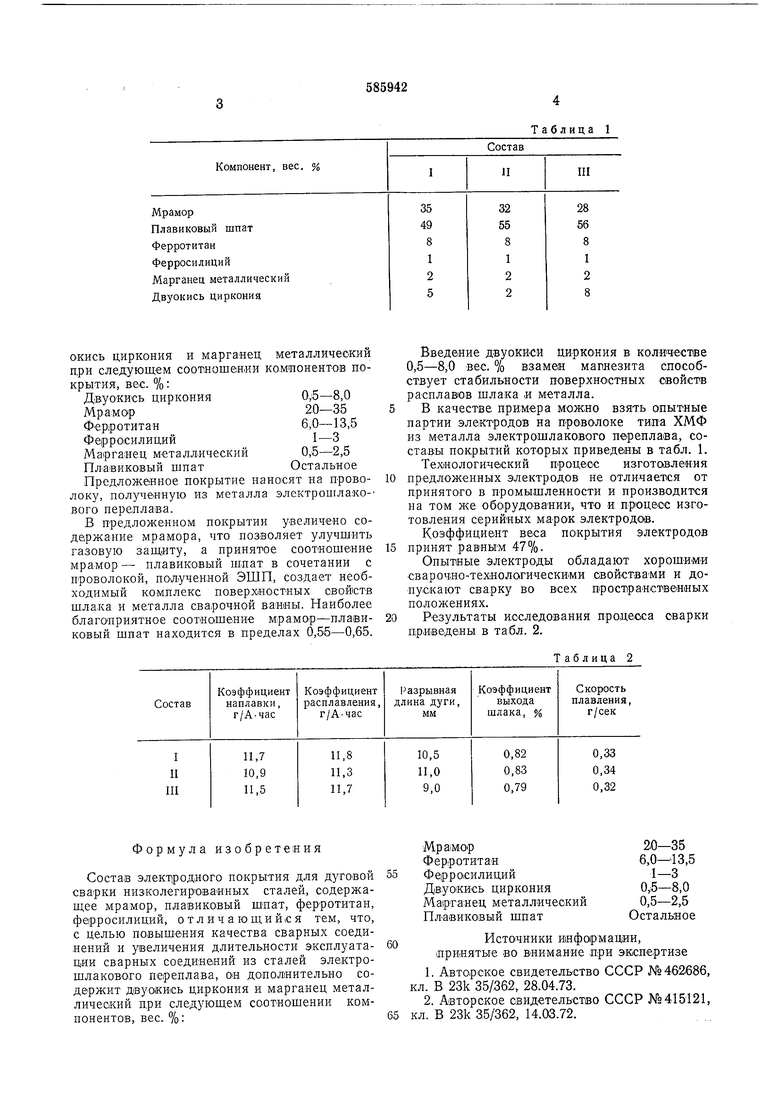
В качестве примера можно взять опытные партии электродов на проволоке типа ХМФ из металла электрошлакового переплава, составы покрытий которых приведены в табл. 1.
Тех)нологиче1ский процесс изготавле«ия предложенных электродов не отличается от принятого в промышленности и производится па том ж& оборудовании, что и процесс изготовления серийных марок электродскв.
Коэффициент веса покрытия электродов принят равным 47%.
Опытные электроды обладают хорошими сварочно-тех1нолагически1ми свойствами и допускают сварку во всех пространственных положениях.
Результаты исследования продеоса сварки приведены в табл. 2.
Таблица 2
