Изобретение относится .к области сварки, в частности к сварочным материалам, а именно к сварочному электроду. Известен сварочный электрод, со тоящий из высоколегированного сталь ного стержня и покрытия, содержаще следующие компоненты, вес. %: Мрамор31 Плавиковый шпат27 Алюминий1,5 Ферросилиций14 Марганец6,5 Ферробор12 Домолит8 Недостатком данного электрода яв ется низкая экономичность, неудовлетворительная технологичность при изготовлении и невысокие сварочнотехнологические свойства. Низкая экономичность электрояа обусловлена значительными потерями бора из-за выгорания в процессе сварки ввиду его высокого сродстба к кислороду, а также в результате застревания в шлаке. Для уменьшения потерь бора на выгорание в покрытие вводят значительное количество раскислителей (алюминий, марганец), что однако, достаточно эффективно. Коэффициент перехода бора находится в пределах 0,3-0,4. Наиболее близким по составу явл ется сварочный электрод С 2J, состо щий из высоколегированного стержня и покрытия, содержащего следующие компоненты. вес.%: Криолит Плавиковый шпат Глинозем Магнезит Молибден Марганец Однако известный электрод не об печивает достаточных сварочно-техн логических свойств. Целью изобретения является повы шение сварочно-технологических свойств. Цель достигается тем, что в сва ном электроде состоящем из высокол рованного стержня и покрытия, соде жащего плавиковый шпат, карбонат металла, рутил и хром, покрытие до полнительно содержит пиролюзит и мусковит, а в качестве карбоната металла содержит мрамор при следующем соотношении компонентов, вес.%: Мрамор5-7 Рутил18-22 . Хром1-10 Пиролюзит1-10 Мусковит4-6 Плавиковый шпат Остальное Стержень содержит следующие компоненты, вес.%: Углерод0,02-0,12 Марганец0,5-2 Кремний2-3 Хром23-26 Никель18-22 Бор0,5-0,8 ЖелезоОстальное Сочетание проволоки 08Х25Н20С2Р1 с выбранным составом покрытия обеспечивает получение при сварке металла шва с аустенитно-боридной структурой, стойкого против образования трещин и обладающего требуемой жаростойкостью и жаропрочностью. Содержание бора и кремния в наплавленном металле составляет соответственно 0,4-0,6 и 1,8-3,0%. Коэффициент перехода бора 0,64-0,75. Повьш1ение коэффициента перехода бора достигается как за счет использования борсодержащей проволоки, что значительно уменьшает поверхность контакта жидкого металла со шлаком и исключает возможность застревания бора в шлаке, так и благодаря снижению окислительного потенциала покрытия в результате повьш1енного содержания в нем плавикового шпата и ограничения содержания карбонатов (5-7%). Введение 4-6% мусковита способствует повьш1ению пластичности обмазочной массы при опрессовке электродов и в сочетании с выбранным соотношением остальных шлакообразующих ингредиентов обеспечивает высокие сварочно-технологические характеристики электродов. , Отсутствие в покрытии марганца предотвращает реакцию взаимодействия его с жидким стеклом, что способствует повышению пластичности обмазочной массы и устраняет вспухание пОкрытия, т.е. улучшаются технологические свойетва электродов. Введение 18-22% рутила и 1-10% пиролюзита в покрытие в сочетании с выбранным соотношением остальныхшлакообразующих ингредиентов обеспечивает высокие сварочИо-техноло3. гические свойства электродов (стабильное горение дуги, хорошее формирование металла шва, легкую отделимость шлаковой корки). Введение 1-10% хрома позволяет регулировать состав наплавленного металла в зависимости от содержания
Таблица 1 423364 хрома в сварочной проволоке для обеспечения требуемой жаростойкости металла шва. 5 Составы покрытий (вес.%) приведены в табл. 1. Коэффициент веса покрытия составляет 0,4,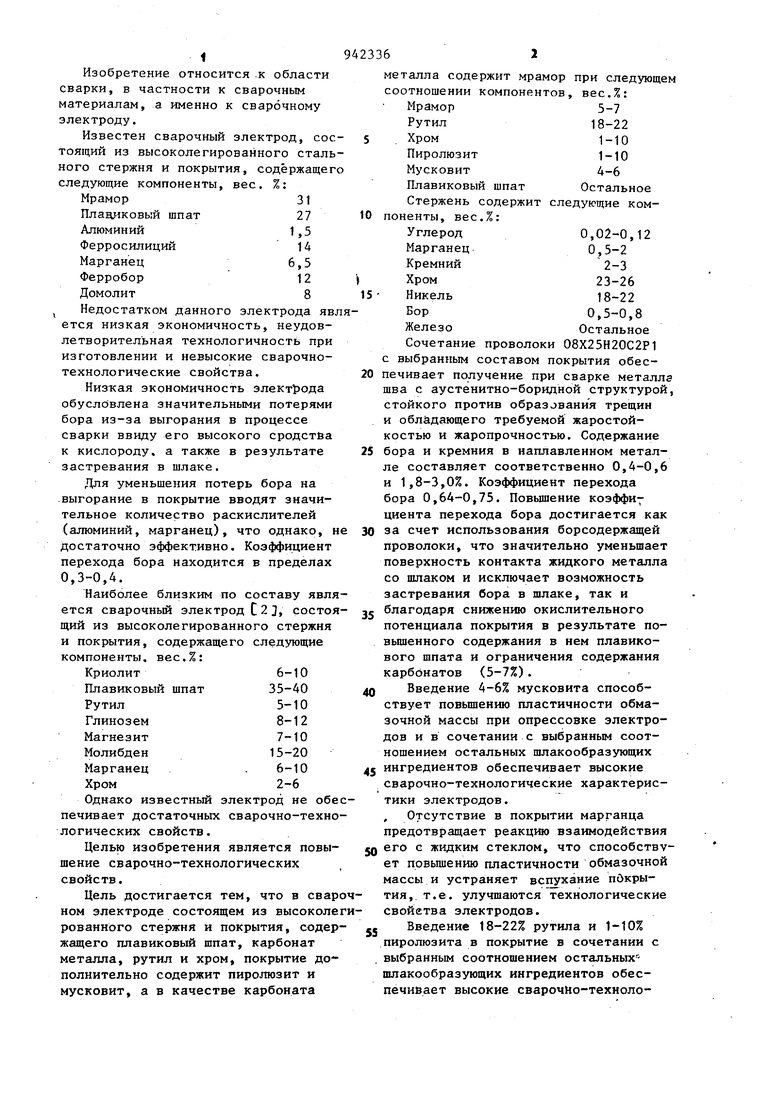
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
| Сварочный электрод | 1985 |
|
SU1355415A1 |
| Сварочный электрод | 1989 |
|
SU1646757A1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| Состав электродного покрытия | 1980 |
|
SU959966A1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| Сварочный электрод | 1990 |
|
SU1821319A1 |
Мрамор
Флюорит
Рутил
Мусковит
Хром
Пиролюзит
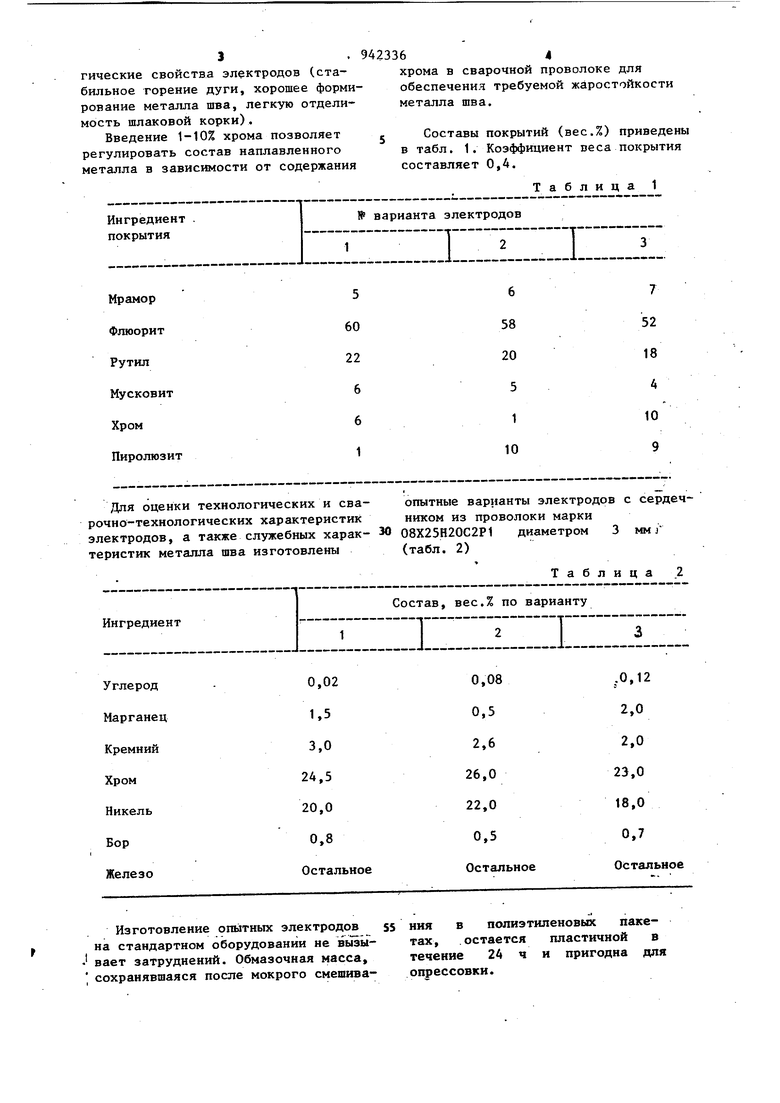
Для оценки технологических и сва-опытные варианты электродов с сердечрочно-технологических характеристикником из проволоки марки
электродов, а также служебных харак- 3008Х25Н20С2Р1 диаметром 3 мм Г
теристик металла шва изготовлены(табл. 2) Изготовление опытных электродов S5 на стандартном оборудовании не вызывает затруднений. Обмазочная масса, сохранявшаяся после мокрого смешива7
52 18
4 10
9
Таблица 2 ния в полиэтиленовых пакетах, .остается пластичной в течение 24 ч и пригодна для опрессовки. После изготовления электроды просушивают при температуре в течение 24 ч, а затем прокаливают при температуре 2ч. Вспухания покрытия, как на сы)ых электродах, так и в процессе сушки и прокалки не происходит. Выполняют многослойные наплавки и сваривают встык литую сталь
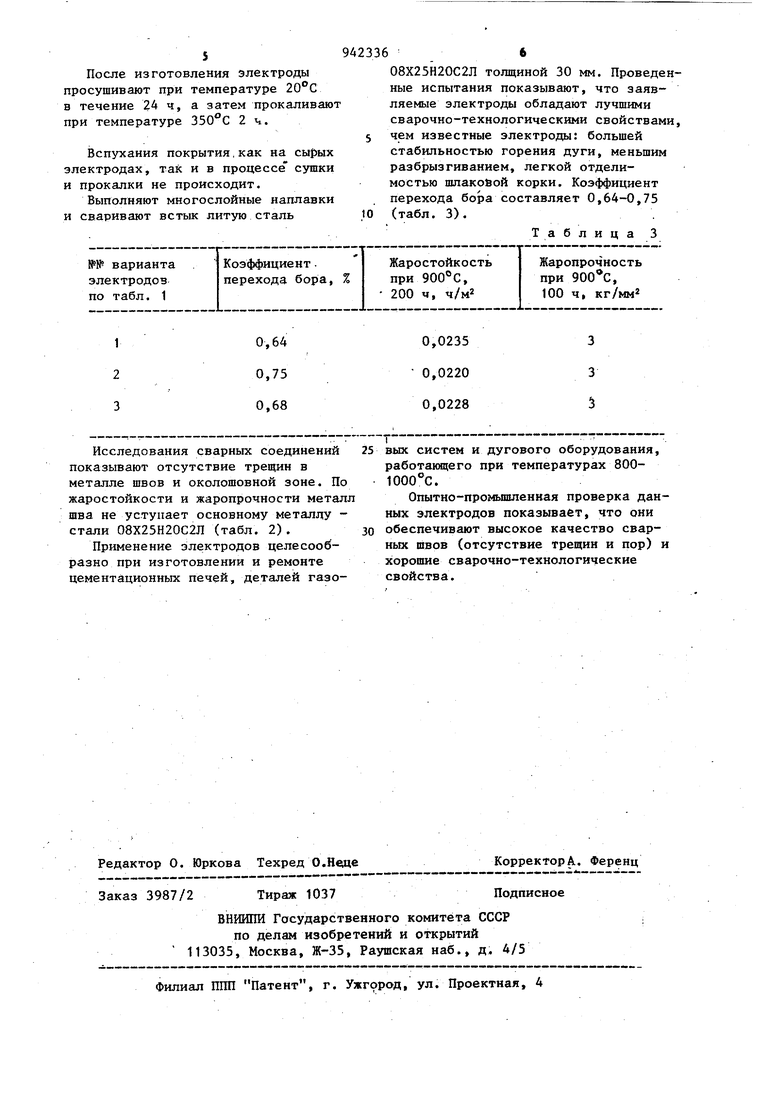
Исследования сварных соединений показывают отсутствие трещин в металле швов и околошовной зоне. По жаростойкости и жаропрочности металл шва не уступает основному металлу стали 08Х25Н20С2Л (табл. 2).
Применение электродов целесообразно при изготовлении и ремонте цементационных печей, деталей газовых систем и дугового оборудования, работающего при температурах 8001000с.
Опытно-промьшшенная проверка данных электродов показывает, что они обеспечивают высокое качество сварных швов (отсутствие трещин и пор) и хорошие сварочно-технологические свойства. 6 08Х25Н20С2Л толщиной 30 мм. Проведенные испытания показывают, что заявляемые электроды обладают лучшими сварочно-технологическими свойствами, чем известные электроды: большей стабильностью горения дуги, меньшим разбрызгиванием, легкой отделимостью шлакойой корки. Коэффициент перехода бора составляет 0,64-0,75 (табл. 3).. Таблица 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОСТОЙКИХ СТАЛЕЙ | 0 |
|
SU182814A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электродное покрытие для сварки хромоникелевых сплавов | 1976 |
|
SU593870A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
