(54) СТЕНД ДЛЯ СВАРКИ ЛИСТОВОГО МЕТАЛЛА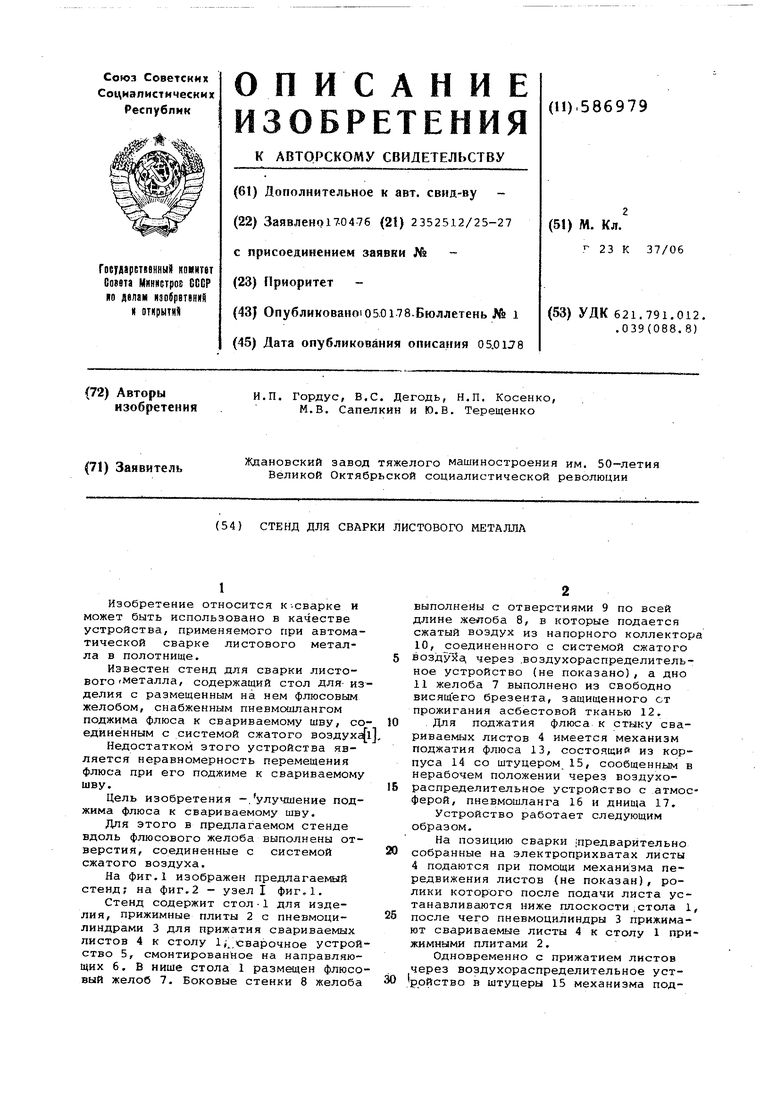
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Способ исследования подкладочного состава флюсовой подушки | 1978 |
|
SU863284A1 |
| СТЕНД ДЛЯ СВАРКИ ЛИСТОВОГО МЕТАЛЛА В ПОЛОТНИЩА | 1965 |
|
SU176337A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Устройство для поджима флюса | 1974 |
|
SU500962A1 |
| Устройство для образования флюсовой подушки | 1981 |
|
SU961890A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ФЛЮСОВОЙ ПОДУШКИ | 1970 |
|
SU269384A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
1
Изобретение относится к-.сварке и может быть использовано в качестве устройства, применяемого при автоматической сварке листового металла в полотнище.
Известен стенд для сварки листового (Металла, содержащий стол для- изделия с размещенным на нем флюсовым желобом, снабженным пневмошлангом поджима флюса к свариваемому шву, соединённым с системой сжатого воздуха 1
Недостатком этого устройства является неравномерность перемещения флюса при его поджиме к свариваемому шву,
-.улучшение подЦель изобретения жима флюса к свариваемому шву.
Для этого в предлагаемом стенде вдоль флюсового желоба выполнены отверстия, соединенные с системой сжатого воздуха.
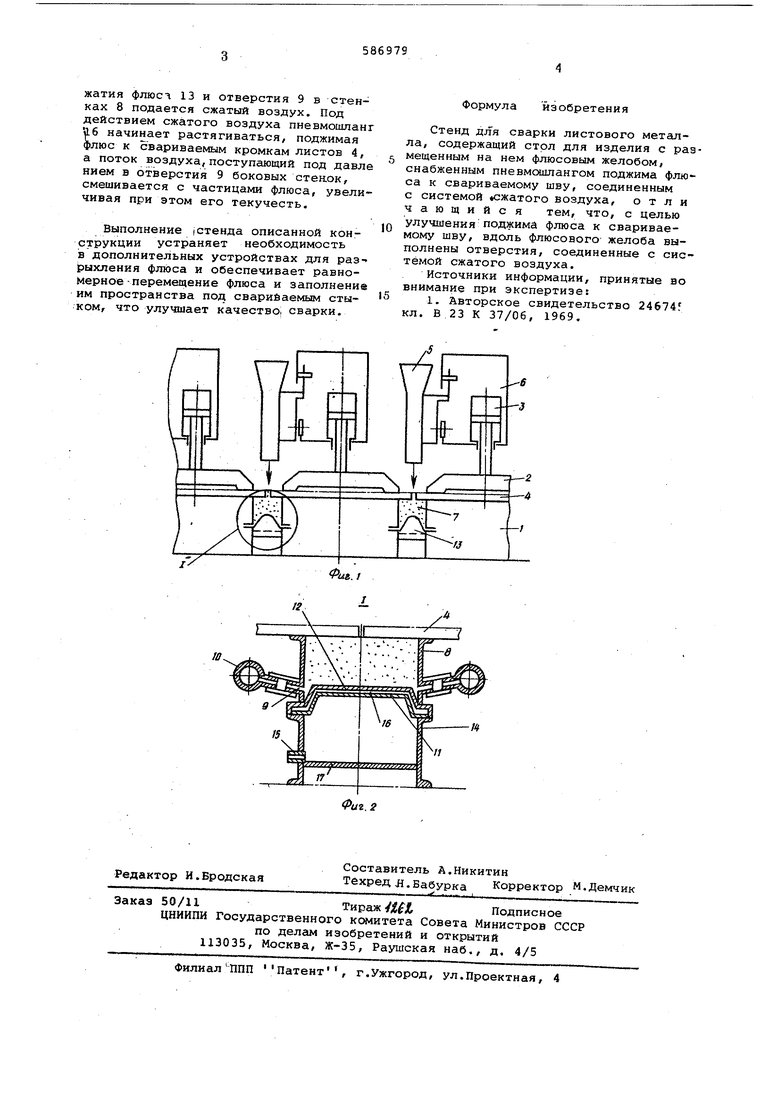
На фиг.1 изображен предлагаемый стенд; на фиг,2 - узел I фиг,1.
Стенд содержит стол1 для изделия, прижимные плиты 2 с пневмоцилиндрами 3 для прижатия свариваемых листов 4 к столу 1; ;сварочное устройство 5, смонтированное на направляющих б, В нише стола 1 размещен флюсовый желоб 7. Боковые стенки 8 желоба
выполнейы с отверстиями 9 по всей длине желоба В, в которые подается сжатый воздух из напорного коллектора 10, соединенного с системой сжатого воздуха, через .воздухораспределительное устройство (не показано), а дно 11 желоба 7 выполнено из свободно висящего брезента, защищенного ст прожигания асбестовой тканью 12,
Для поджатия флюса к стыку свариваемых листов 4 имеется механизм поджатия флюса 13, состоящий из корпуса 14 со штуцером 15, сообщенным в нерабочем положении через воздухораспределительное устройство с атмосферой, пневмошланга 16 и днища 17,
Устройство работает следующим образом.
На позицию сварки предварительно
собранные на электроприхватах листы 4 подаются при помощи механизма передвижения листов (не показан), ролики которого после подачи листа устанавливаются ниже плоскости;стола 1,
после чего пневмоцилиндры 3 прижимают свариваемые листы 4 к столу 1 прижимными плитами 2,
Одновременно с прижатием листов через воздухораспределительное устррйство в штуцеры 15 механизма поджатия флюсч 13 и отверстия 9 в стенках 8 подается сжатый воздух. Под действием сжатого воздуха пневмошлан а6 начинает растягиваться, поджимая флюс к свариваемым кромкам листов 4, а поток воздуха,поступающий под давл нием в отверстия 9 боковых стедок, смешивается с частицами флюса, увели чивая при этом его текучесть. Выполнение (стенда описанной конструкции устраняет необходимость в дополнительных устройствах для разрыхления флюса и обеспечивает равноМерное -перемещение флюса и заполнение им пространства под сварийаемым стыком, что улучшает качество, сварки.
7
Фиб.1 Формула изобретения Стенд для сварки листового металла, содержащий стол для изделия с размещенным на нем флюсовым желобом, снабженным пневмсяилангом поджима флюса к свариваемому шву, соединенным с системой «сжатого воздуха, о т л и чающийся тем, что, с целью улучшения поджима флюса к свариваемому шву, вдоль флюсового желоба выполнены отверстия, соединенные с системой сжатого воздуха. Источники информации, принятые во внимание при экспертизе: 1. авторское свидетельство 246745 кл. В 23 К 37/06, 1969,
