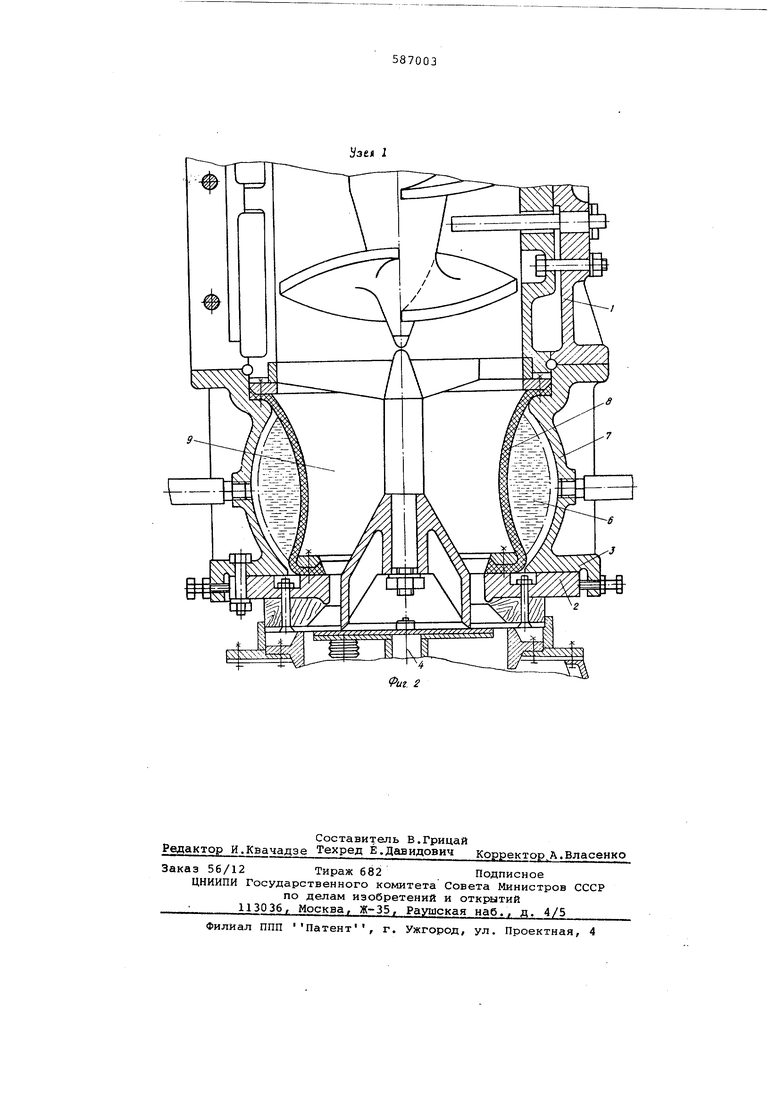
шем работает непрерывно. При этом начинается формование раструба трубы Как только раструб отформуется, подается команда на формование ствола трубы и на нагнетание жидкости гидродвигателем (не показан) в полость камеры накопителя 3. В результате ствол трубы будет формов ься за счет массы продавливаемой шнеком и массы, вытесняемой жидкостью из накопителя 3, т.е. труба будет формоваться с увеличенной скоростью. После окончания формования трубы сбрасывается давление в гидрокамере б и масса, продавливаемая шнеком пресса, будет задерживаться в полости 9 накопителя 3, так как объем полости 9 будет увеличиваться по мере истечения жидкости из полости гидрокамеры 6. Время накопления массы накопителем 3 определяется необходимостью отработки следующих операций: отреза трубы; доопускания трубы; отбора трубы из-под пресса разгрузочным устройством.
Как только тарель подъемного стола 4 вернется и прижмется к мундштуку формовочного устройства 2, цикл начнет повторяться.
Наличие в установке накопителя формовочной массы позволяет:
- увелйчи ь производи,тельность усtaHOBKH на 30-40% за счет того, что пресс работает Непрерывно, а ствол трубыформуется с увеличенной скоростью, благодаря ранее накопленной накопителем массе;
, - полностью использовать установленную мощность установки, так как в существующих установках при отключении пресса двигатели пресса и подавателя работают без нагрузки (вхолостую) ;
- исключить неблагоприятное условие работы (пульсирующее) пресса, вследствие чего происходит преждевременный износ фрикционной муфты пресса, зубчатых передач редукторов, шпоночных и шлицевых соединений.
Формула изобретения
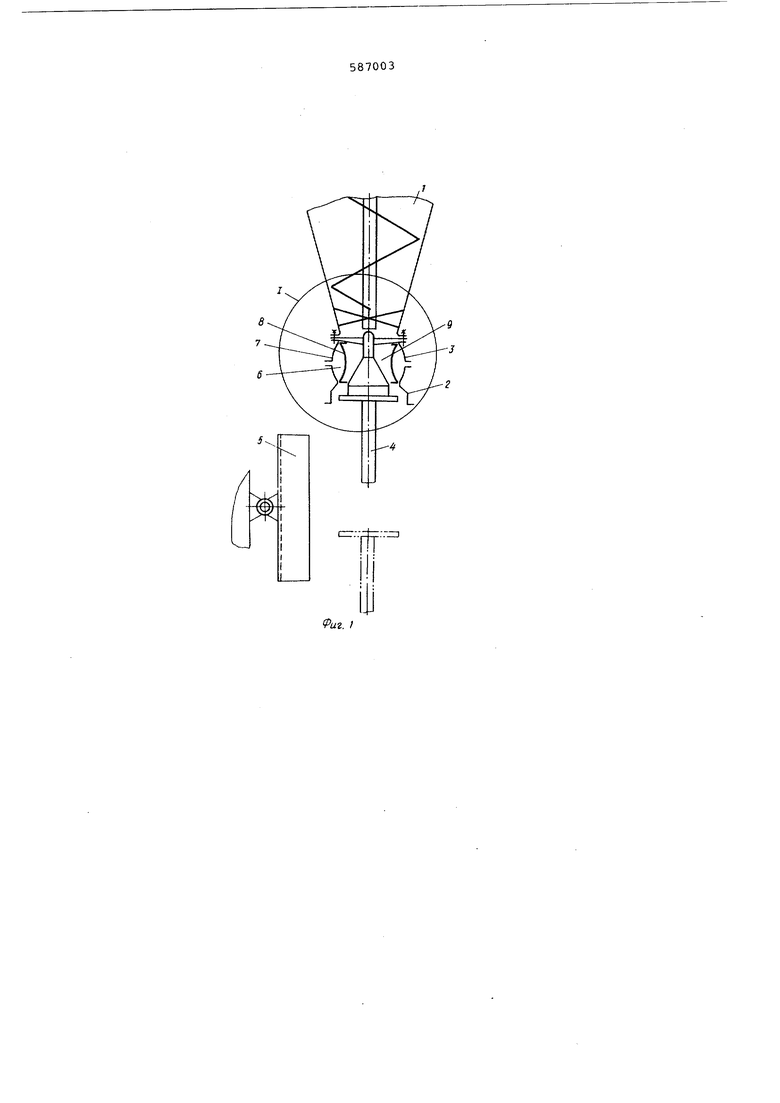
Установка для изготовления керамических раструбных труб, включающая вертикальный пресс с формующим устройством, подъемный стол для приема труб и разгрузочное устройство, о тличающаяся тем, что, с целью увеличения производительности, установка снабжена установленным между прессом и формующим устройством накопителем формовочной массы, выполненным в виде соединенной с гидродвигателем кольцевой гидрокамеры, образованной с наружной стороны металлической оболочкой, а с внутренней эластичной.
Источники информации, принятые, во внимание при экспертизе:
1. Патент ГДР 42248, кл.80а,2б, 1965.
2. Патент СССР-№ 386491, кл. В 28 в 21/52, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ РАСТРУБИВ! КЕРАМИЧЕСКИХ ТРУБ | 1973 |
|
SU405723A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ГЛАЗУРОВАННЫХ ТРУБ С РАСТРУБАМИ | 1968 |
|
SU208503A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Устройство для формования раструбных керамических канализационных труб | 1982 |
|
SU1131660A1 |
| АЭРИРОВАННЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ЛИТЬЕВОГО ФОРМИРОВАНИЯ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ | 2013 |
|
RU2655840C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |
| Устройство для измельчения и формования пищевых материалов и формовочный узел для него | 1990 |
|
SU1724155A1 |
| Пресс для формования труб | 1956 |
|
SU109756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОЙ СТРУКТУРЫ НА НОСИТЕЛЕ | 2003 |
|
RU2320481C2 |