(54) ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ
валок, содержащий конус прошивки и конус раскатки, примыкающие друг к другу большими осиованиями, имеет выходную часть, которая составлена из цилиндрического уча стка, примыкающего к меньшему основанию конуса раскатки, и присоединенного к нему большим основанием дополнительного конуса.
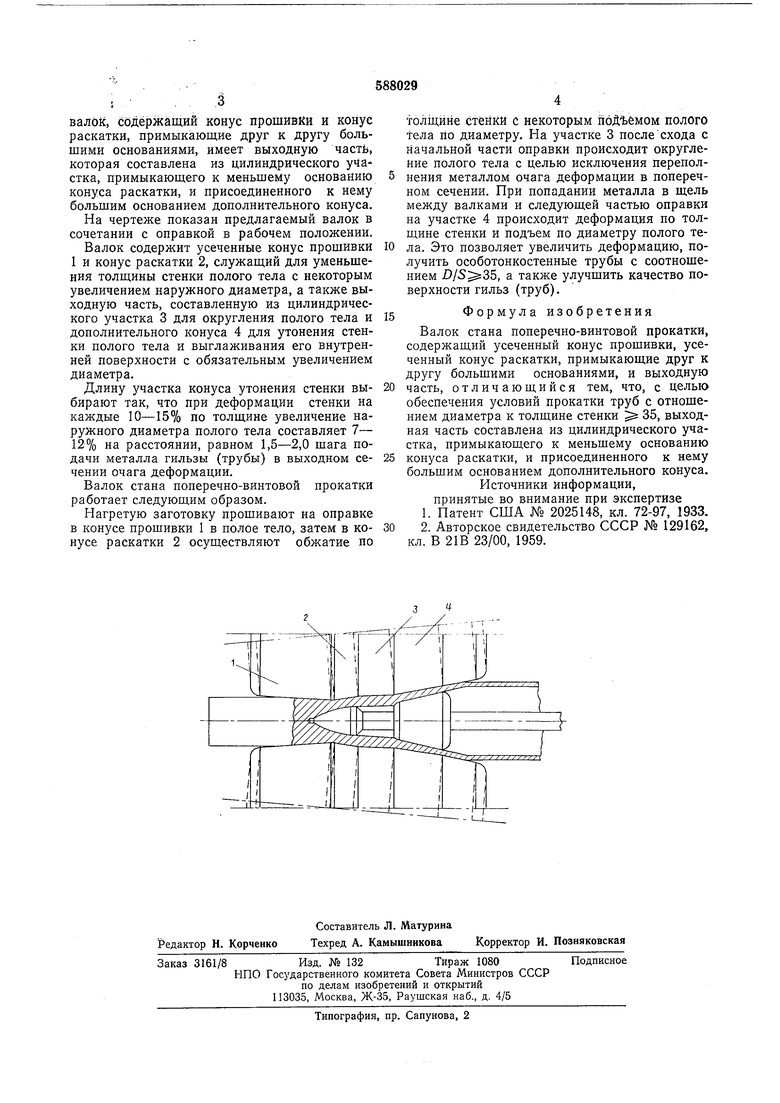
На чертеже показан предлагаемый валок в сочетании с оправкой в рабочем положении.
Валок содержит усеченные конус прощивки 1 и конус раскатки 2, служащий для уменьшения толщины стенки полого тела с некоторым увеличением наружного диаметра, а также выходную часть, составленную из цилиндрического участка 3 для округления полого тела и дополнительного конуса 4 для утонения стенки полого тела и выглаживания его внутренней поверхности с обязательным увеличением диаметра.
Длину участка конуса утонения стенки выбирают так, что при деформации стенки на каждые 10-15% по толщине увеличение наружного диаметра полого тела составляет 7- 12% на расстоянии, равном 1,5-2,0 шага подачи металла гильзы (трубы) в выходном сечении очага деформации.
Валок стана поперечно-винтовой прокатки работает следующим образом.
Нагретую заготовку прошивают на оправке в конусе прошивки 1 в полое тело, затем в конусе раскатки 2 осуществляют обжатие по
толщине стенки с некоторым поДЪёмом полого тела По диаметру. На участке 3 после схода с начальной части оправки происходит округление полого тела с целью исключения переполнения металлом очага деформации в поперечном сечении. При попадании металла в щель между валками и следующей частью оправки на участке 4 происходит деформация по толщине стенки и подъем по диаметру полого тела. Это позволяет увеличить деформацию, получить особотонкостенные трубы с соотношением ), а также улучшить качество поверхности гильз (труб).
Формула изобретения
Валок стана поперечно-винтовой прокатки, содержащий усеченный конус прошивки, усеченный конус раскатки, примыкающие друг к другу большими основаниями, и выходную часть, отличающийся тем, что, с целью обеспечения условий прокатки труб с отношением диаметра к толщине стенки 35, выходная часть составлена из цилиндрического участка, примыкающего к меньшему основанию конуса раскатки, и присоединенного к нему большим основанием дополнительного конуса.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 2025148, кл. 72-97, 1933.
2.Авторское свидетельство СССР № 129162, кл. В 21В 23/00, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| Валок для винтовой прокатки труб на трехвалковом стане | 1978 |
|
SU749471A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| Технологический инструмент стана винтовой прокатки | 1986 |
|
SU1404129A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
