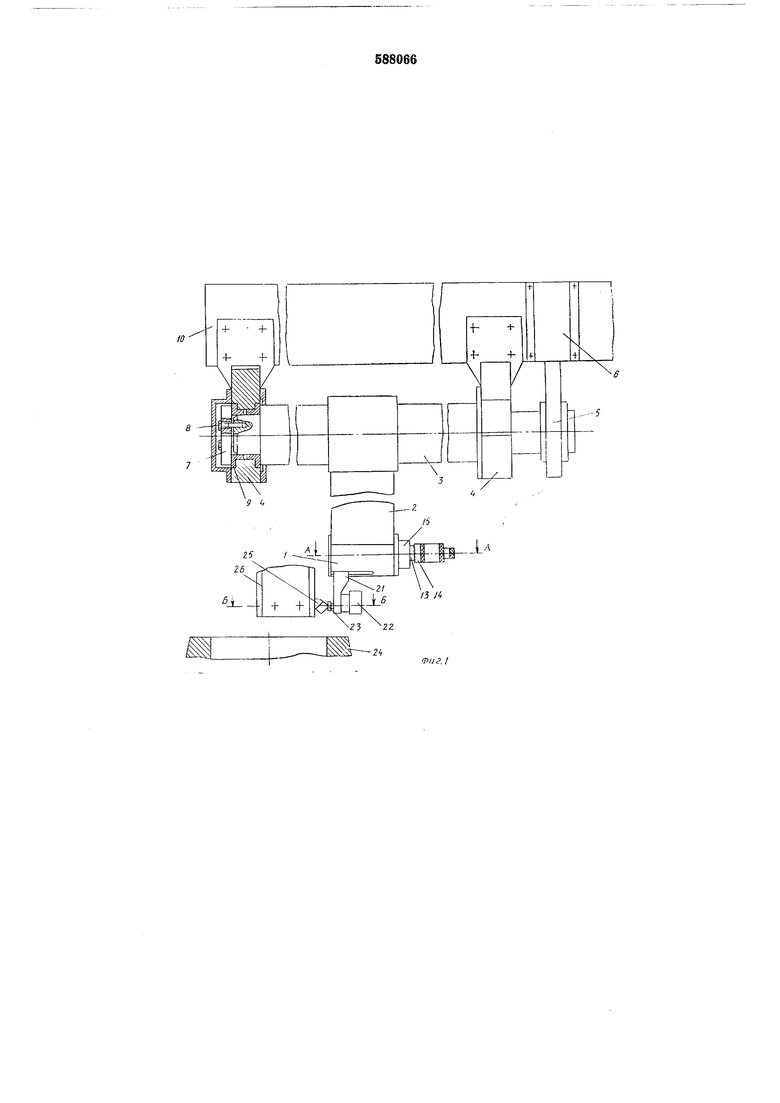
перечины 10 токарногкаруселыно-го станка, поэтому при установке на заданный разм-ер р.езца 25, зайрепленного в борштанге 26 станка, погрешность установки Л будет мин.имальной или равной «ушю.
Предварительная настройка устройства производится по эталону, при этом устанавливается заданное (например, нулевое) полол ение шкалы торцового индикатора 22 и отсчетной шкалы 14 микрометрического винта 13, например, ло минимальному диаметру ступицы колеса 24.
Устройство работает следующим образом.
После зстановки колеса 24 на планшайбу токарно-карусельного станка для расточки ступицы .включается привод 6 поворо,тного механизма, который через передачу 5поворачива,ет на заданный угол несуш:ую ось 3 с юронштейном 2 w закрепленным на нем измерительным блоком 1 из исходного положения в рабочее. После зстановки измерительного блока в рабочее положение привод 6 поворотного механизма отключается. Затем микрометрический .винт .13 устанавливается по отсчетной шкале 14 на заданный размер с учетом требуемого натяга под запрессовку. При этом вращательное движение микрометр.ического винта через переходную втулку .17 и подшипник 18 преобразуется в поступательное движение .ползуна 12 по направляющим.11. Вместе с ползуном 12 перемеп1;аются консоль 21 с тор.цовым индикатором 22 и упором 23. Пасле этого включается механизм горизонт а л ьно.го перемещения вертикального суппорта И резец 25, закрепленный в борщтанге 26, подводиться .своей вершиной к упору 23 .и при дальнейшем .перемещении резца
25 упор 23, смещаясь вместе со стержнем индикатора 22, устанавливает .стрелку на заданное положение шкалы (.на.пример, нуль). После установки резца 25 на заданный размер включается привод 6 поворотного механизма, который возвращает измерительный блок в исх.одное поло.жение, за.тем осуществляется расточка стутицы на заданный размер. Обработанное колесо 24 после остановки станка снимается и н.а планщайбу устанавливается очередное, жоторое необходимо ра.стачивать, как правило, уже под другой размер . При этом цикл установки резца 25 на соответствующий р.азмер повторяется по
ана.логии с описанным выше.
Формула изобретения
Устройство для установки резца на размер, содержащее измерительный бло.к с отводным упором, связанный с поперечиной станка, отличающееся тем, что, с целью увел.ичения диапазона регулирования размеров и повышения точности установки резца, измерительный блок выполнен в в-иде ползуна, снабженного направляющими и микрометр.ичеоким винтом с отсчетной шкалой, .и З.становлен с возможностью поворота относительно оси, закрепленной в onoip.ax поперечяны станка, причем- на ползуне жестко закреплена ко.нсоль с упором и индикаторо.м.
Источники информации, принятые .во внимание при экспертизе 1. В. К. Семинский и др. «Приспособления и инструменты для токарной обработки. Киев, 1959, с. 23.
+ -ь
10
4- +
f-+
4- 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционирования рабочего органа металлорежущего станка | 1981 |
|
SU956239A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Расточная головка | 1973 |
|
SU478688A1 |
| Устройство для настройки фрез с чашечными резцами | 1983 |
|
SU1143515A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| Станок для заточки вздымочных резцов | 1976 |
|
SU670419A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |

S i,
16
12
23 2Z 24
/
2026
/J
Фиг 5
