1
Изобретение относится к машиностроению, в частности к производству оборудования для наплавочных работ.
Известны установки для электродуговой наплавки, содержащие раму с приводным роликом, взаимодействующим с копиром, и наплавочную горелку 1. Однако указанные устройства не обеспечивают качественного формирования и стабильных геометрических размеров наплавляемого щва.
С целью повышения качества наплавки предлагаемая установка снабжена механизмом вращения горелки, установленным на раме и выполненным в виде приводного кривошипа с шатуном, снабженным пальцем, расположенным в центре его и размещенным в прорези, выполненной на раме, а на свободном конце его установлена наплавочная горелка, при этом ось вращения горелки совпадает с осью вращения ролика.
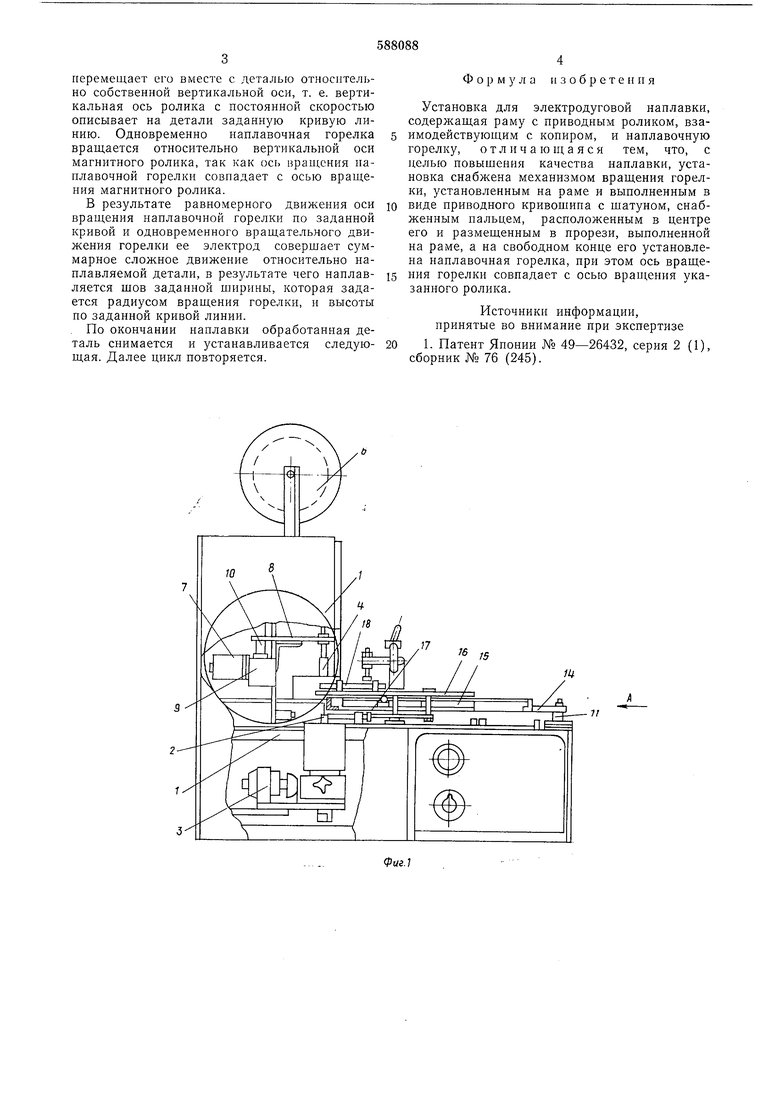
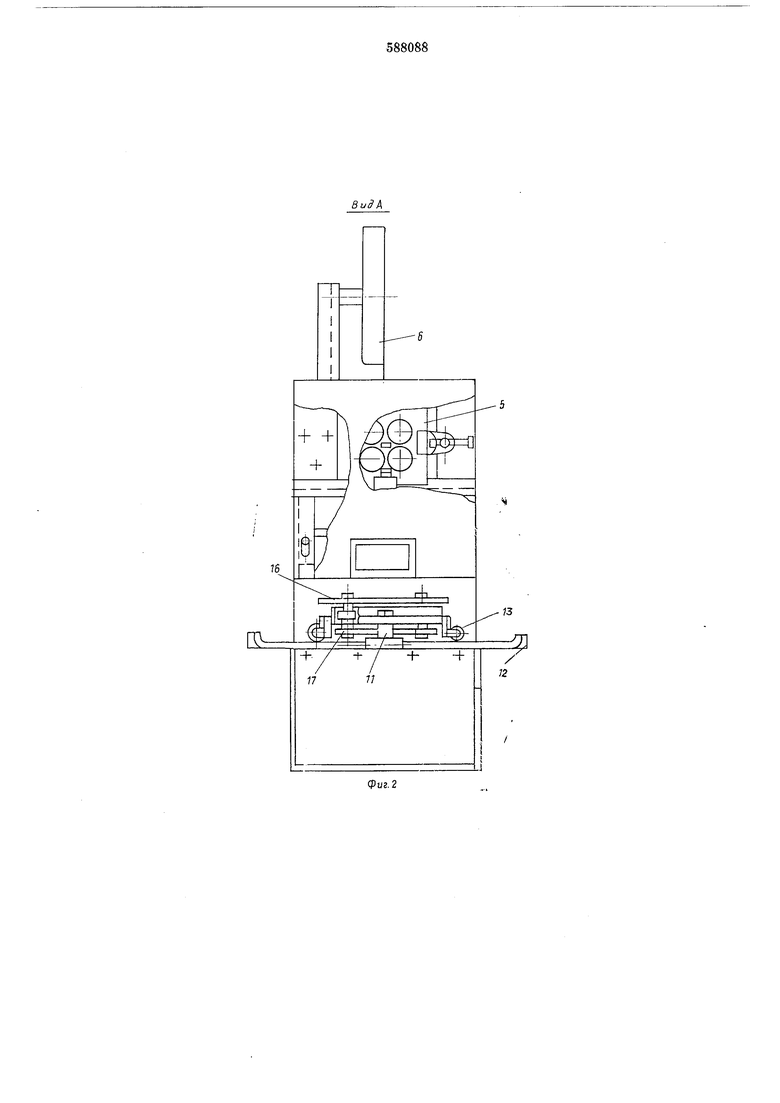
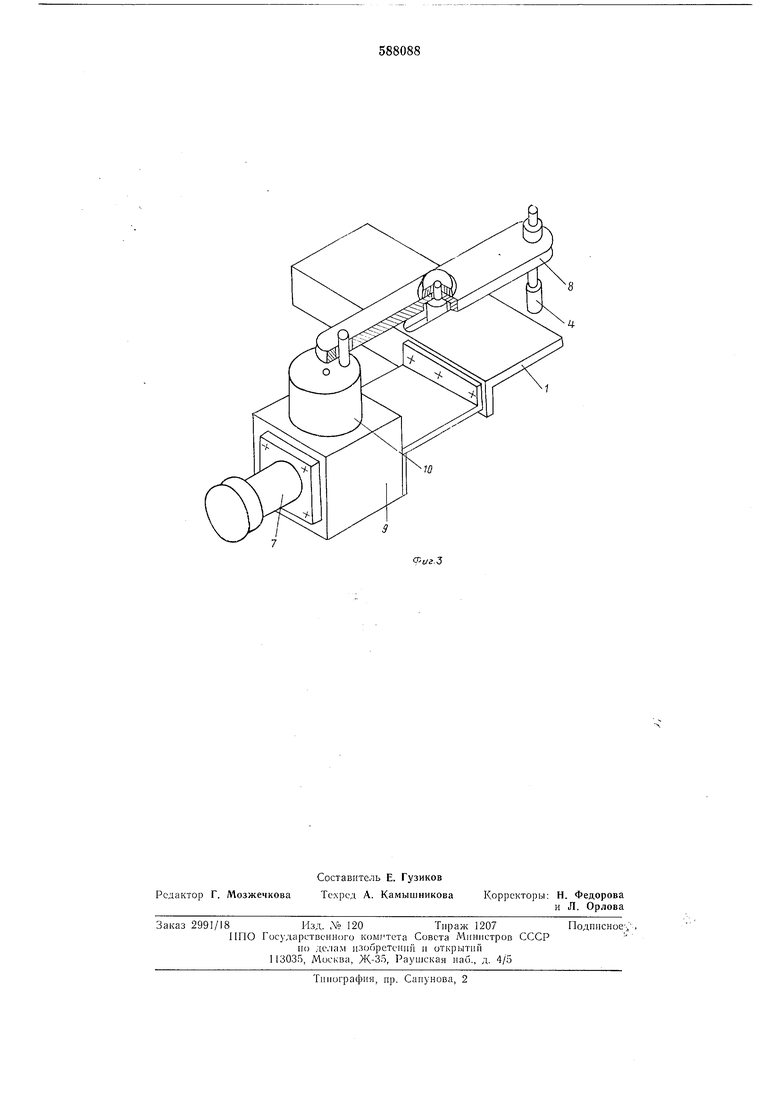
Иа фиг. 1 показана предлагаемая установка, обпдий вид; па фиг. 2 - то же, вид сбоку; на фиг. 3 - механизм вращения горелки.
Установка состоит из рамы 1, на которой закреплены магнитный ролик 2, снабженный приводом 3, механизм вращения наплавочной горелки 4 и механизм подачи иоришевой проволоки 5 с кассетой 6.
Мехаиизм врашеиия наплавочпой горелки выполнен в виде принода 7 и иип-уна 8. Привод через редуктор 9 и кривошипный враи1атель 10 связан с шатуиом. Па свободном конце шатуна закреплена наплавочная горелка. Па раме закреплены ось 11 параллельно
оси магнитного ролика и дорожка 12 перпендикулярно осп магнитного ролика. Иа дорожке расположен снабженный опорными роликами 13 один конец плиты 14, а второй ее конец посажен на ось П. Па плите установлены
направляющие 15. В направляющих расположена с возможностью перемещенпя каретка 16, на которой жестко закреплены копир 17 с обрабатываемой деталью 18. Прп этом коппр и деталь установлены параллельно между собой и иерпендикулярно вертикальной оси ролика 2.
Устаиовка работает следующим образом. Обрабатываемая деталь устанавливается на каретку 16, после чего включеиием электромагнита магнитного ролика последний вводится в зацепление с копиром 17. Затем к обрабатываемой детали и наплавочной горелке подается сварочное напряжение. В процессе подачи порошковой проволоки проис.ходит
возбуждение сварочной дуги, вследствне чего автоматически включается привод 7, который че)ез кривошпппый врап1,атель 10 и шатуи 8 врап-1ает горелку. Одиовременно включается привод 3 маппггпого ролика. ) ролик, в: ;1пмоде11ствуя с коипром, обкатывает
перемещает его вместе с деталью относительно собственной вертикальной оси, т. е. вертикальная ось ролика с постоянной скоростью описывает на детали заданную кривую линию. Одновременно наплавочная горелка вращается относительно вертикальной оси магнитного ролика, так как ось вращения наплавочной горелки совпадает с осью вращения магнитного ролика.
В результате равномерного движения оси вращения наплавочной горелки по заданной кривой и одновременного вращательного движения горелки ее электрод соверщает суммарное сложное движение относительно наплавляемой детали, в результате чего наплавляется шов заданной ширины, которая задается радиусом вращения горелки, и высоты по заданной кривой линии.
По окончании наплавки обработанная деталь снимается и устанавливается следующая. Далее цпкл повторяется.
Формула изобретения
Установка для электродуговой наплавки, содержащая раму с приводным роликом, взаимодействующим с копиром, и наплавочную горелку, отличающаяся тем, что, с полью повыщения качества наплавки, установка снабжена механизмом вращения горелки, установленным на раме и выполненным в виде приводного кривошипа с щатуном, снабженным пальцем, расположенным в центре его и размещенным в прорези, выполненной па раме, а на свободном конце его установлена наплавочная горелка, при этом ось вращения горелки совпадает с осью вращения указанного ролика.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 49-26432, серия 2(1), сборник № 76 (245).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наплавки | 1988 |
|
SU1539009A1 |
| Способ электродуговой обработки | 1978 |
|
SU725329A1 |
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| Устройство для электродуговой наплавки | 1976 |
|
SU671951A1 |
| Устройство для наплавки | 1973 |
|
SU478696A1 |
| СПОСОБ НАПЛАВКИ | 1996 |
|
RU2112632C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| Устройство для наплавки на торцы заготовок | 1987 |
|
SU1586888A1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
7/
т
