Изобретение относится к области переработки пластмасс, а именно -к литьевым пресс-формам для изготовления детзлей из реактодласто,в.
Известна литьевая пресс-форма для изготовления деталей из реактопластов, содержащая верхнюю н нижнюю полуформы, нижнюю загрузочную камеру, прессующий плунжер и рассекатель 1.
Недостатком известной нресс-формы являются большие энергозатраты при удержании прессующего плунжера под давлением в верхнем положении в процессе отвердения материала.
Наиболее близким к изобретению является литьевая пресс-форма для изготовления деталей из реактопластов, содержащая верхнюю и нижнюю полуформы, нижнюю загрузочную камеру, нрессующий плунжер и рассекатель, установленный в верхней полуформе соосно с загрузочной камерой 2.
В процессе работы этой пресс-формы прессующий плунжер выдерживается в верхнем положении загрузочной камеры под давлением для поддержания необходимого давления отвердения материала, что приводит к большим энергозатратам на удержание плунжера.
Целью изобретения является снижение энергозатрат за счет исключения удержания прессующего плунжера под давлением в процессе отверждения материала.
Для этого в предлагаемой пресс-форме рассекатель установлен с возможностью осевого перемещения и снабжен силовым приводом, выполненным в виде пружины, а рассекатель снабжен по периметру режущей кромкой.
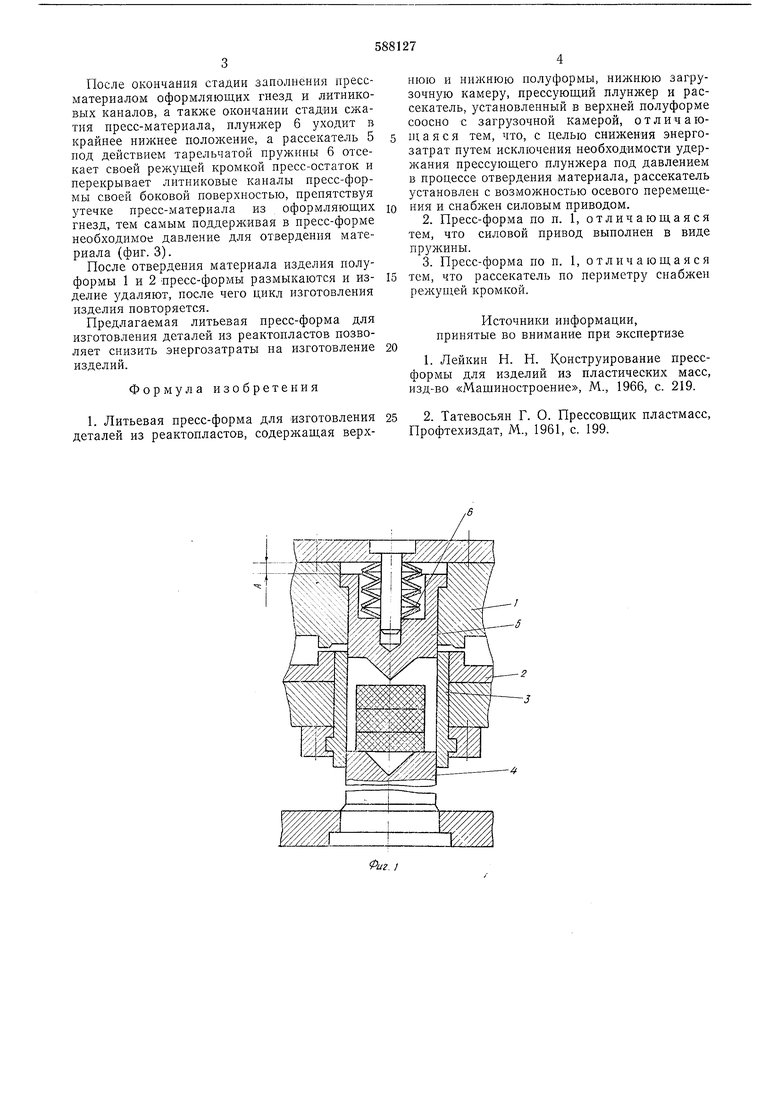
На фиг. 1 показана литьевая пресс-форма, ноперечный разрез; на фиг. 2 -то же, в момент прессования материала; на фиг. 3 - то же, когда рассекатель перекрывает литниковые каналы.
Литьевая пресс-форма содержит верхнюю 1 и нижнюю 2 полуформы, нижнюю загрузочную камеру 3, прессующий плунжер 4 и рассекатель 5, установленный в верхней полуформе 1 соосно с загрузочной камерой 3.
Рассекатель 5 установлен с возможностью осевого перемещения и снабжен силовым приводом, выполненным в виде тарельчатой пружины 6, причем рассекатель 5 снабжен по периметру режущей кромкой.
Предлагаемая пресс-форма работает следующим образом.
В исходном положении плунжер 4 находится в нижнем положении, а рассекатель 5 перекрывает своей боковой поверхностью литниковые каналы пресс-формы. Затем плунжер 4 двигается вверх вдоль загрузочной камеры 3 и сжимает прессуемый материал, который своим давлением перемещает рассекатель 5 вверх, сжимая при этом пружину 6 и открывая литниковые каналы (фиг. 2).
После окончания стадии заполнения прессматериалом оформляющих гнезд и литниковых каналов, а также окончании стадии сжатия пресс-материала, плунжер 6 уходит в крайнее нижнее положение, а рассекатель 5 под действием тарельчатой пружины 6 отсекает своей режущей кромкой пресс-остаток и перекрывает литниковые каналы пресс-формы своей боковой поверхностью, препятствуя утечке пресс-материала из оформляющих гнезд, тем самым поддерживая в пресс-форме необходимое давление для отвердения материала (фиг. 3).
После отвердения материала изделия полуформы 1 и 2 пресс-формы размыкаются и изделие удаляют, после чего цикл изготовления изделия повторяется.
Предлагаемая литьевая пресс-форма для изготовления деталей из реактопластов позволяет снизить энергозатраты на изготовление изделий.
Формула изобретения 1. Литьевая пресс-форма для изготовления 25 деталей из реактопластов, содержащая верхнюю и нижнюю яолуформы, нижнюю загрузочную камеру, прессующий плунжер и рассекатель, установленный в верхней полуформе соосно с загрузочной камерой, отличающ:аяся тем, что, с целью снижения энергозатрат путем исключения необходимости удержания прессующего плунжера под давлением в процессе отвердения материала, рассекатель установлен с возможностью осевого перемещения и снабжен силовым приводом.
2.Пресс-форма ио п. 1, отличающаяся тем, что силовой привод выполнен в виде пружины.
3.Пресс-форма по п. 1, отличающаяся тем, что рассекатель по периметру снабжен кромкой.
Источники информации, принятые во внимание при экспертизе
1. Лейкин Н. П. Конструирование прессформы для изделий из пластических масс, изд-во «Мащииостроение, М., 1966, с. 219. 2. Татевосьян Г. О. Прессовщик пластмасс, Профтехиздат, М., 1961, с. 199.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |
| Пресс-форма литьевого прессования изделий из пластмасс | 1985 |
|
SU1316842A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433032A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Устройство для определения литьевых свойств полимерных материалов | 1971 |
|
SU444968A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |

иг.
Фиг.з
