Известны и механические способы воздействия на обрабатываемые поверхности отверстий цоколей. На предприятиях релейной промышленности применяется технологический процесс 2.
После вырубки контура, отверстий и шлифовки поверхности цоколя все отверстия зенкуют со стороны шлифовки, снимая при этом фаску величиной 0,1-0,2 мм. Затем со стороны фаски райберуют отверстия, снимая при этом заусенец, образовавшийся от зенковки. Зенковкой с обратной стороны снимают частично заусенец от райбера (частично, так как само зенковочное сверло образует новый заусенец, попадающий в отверстие). Окончательную обработку отверстия осуществляют прошивкой со стороны второй зенковки. Таким образом, существующий технологический процесс обеспечивает требуемое качество обработки - отверстия с притупленными кромками и без заусенцев - за четыре технологических перехода.
Известный способ приводит к появлению чисто конструкторских недостатков. При зенковке снимаются фаски величиной 0,1- 0,2 мм. Естественно, что при конструировании цоколя его толщина, являясь величиной расчетной, связанной с такими параметрами, как герметичность и электрический пробой, должна быть увеличена соответственно на 0,2-0,4 мм. Это увеличение толщины цоколя увеличивает вес реле. Кроме того, в некоторых конструкциях цоколей, например в цоколе реле РЭС-34, отверстие выполнено в виде шпоночного паза и обрабатывается вручную трехгранным райбером.
Следовательно, самым существенным недостатком известного способа является его низкая производительность.
Цель изобретения - увеличение производительности труда-достигается путем прощивки отверстий через лист металла, уложенный предварительно на поверхность цоколя.
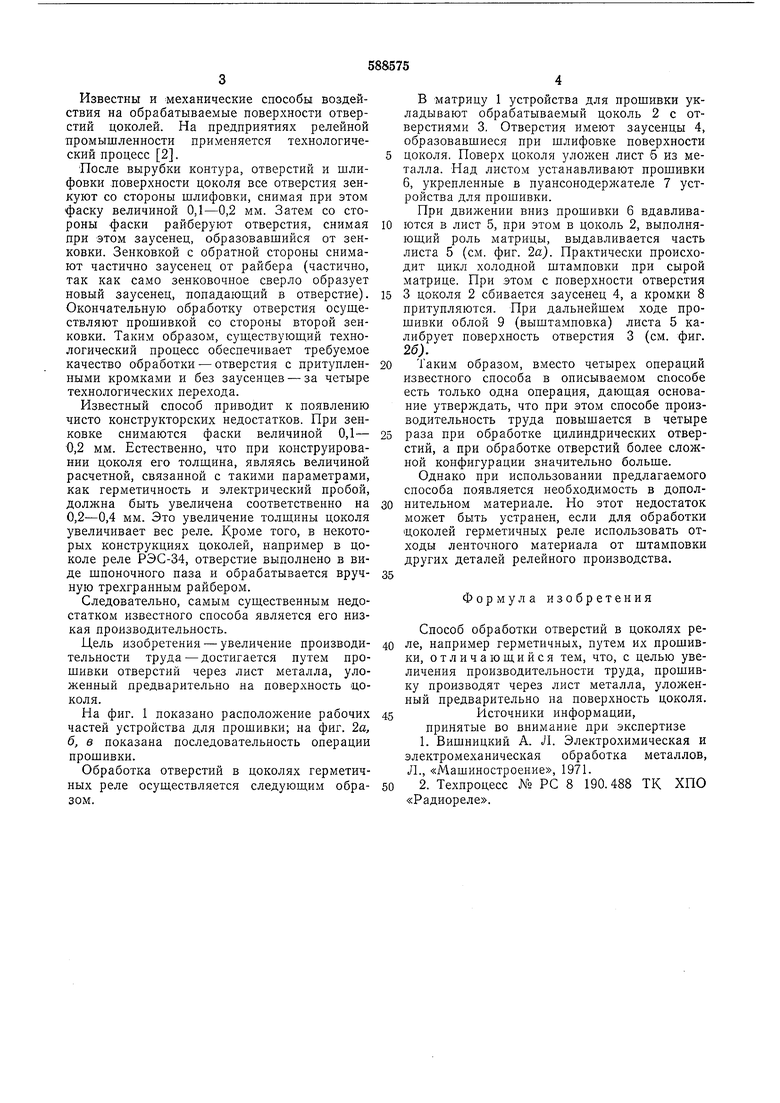
На фиг. 1 показано расположение рабочих частей устройства для прошивки; на фиг. 2а, б, в показана последовательность операции прошивки.
Обработка отверстий в цоколях герметичных реле осуществляется следующим образом.
В матрицу 1 устройства для прошивки укладывают обрабатываемый цоколь 2 с отверстиями 3. Отверстия имеют заусенцы 4, образовавшиеся при шлифовке поверхности цоколя. Поверх цоколя уложен лист б из металла. Над листом устанавливают прошивки 6, укрепленные в пуансонодерл ателе 7 устройства для прошивки. При движении вниз прошивки 6 вдавливаются в лист 5, при этом в цоколь 2, выполняющий роль матрицы, выдавливается часть листа 5 (см. фиг. 2а). Практически происходит цикл холодной щтамповки при сырой матрице. При этом с поверхности отверстия
3 цоколя 2 сбивается заусенец 4, а кромки 8 притупляются. При дальнейшем ходе прошивки облой 9 (выштамповка) листа 5 калибрует поверхность отверстия 3 (см. фиг. 26).
Таким образом, вместо четырех операций известного способа в описываемом способе есть только одна операция, дающая основание утверждать, что при этом способе производительность труда повыщается в четыре
раза при обработке цилиндрических отверстий, а при обработке отверстий более сложной конфигурации значительно больше.
Однако при использовании предлагаемого способа появляется необходимость в дополнительном материале. Но этот недостаток может быть устранен, если для обработки щоколей герметичных реле использовать отходы ленточного материала от штамповки других деталей релейного производства.
Формула изобретения
Способ обработки отверстий в цоколях реле, например герметичных, путем их прошивки, отличающийся тем, что, с целью увеличения производительности труда, прошивку производят через лист металла, уложенный предварительно на поверхность цоколя. Источники информации,
принятые во внимание при экспертизе 1. Вишницкий А. Л. Электрохимическая и электромеханическая обработка металлов, Л., «Машиностроение, 1971.
2. Техпроцесс № PC 8 190.488 ТК ХПО «Радиореле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оснований цоколей герметичных реле | 1978 |
|
SU748561A1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| СПОСОБ ОБРАБОТКИ ПОКОВОК В КОМБИНИРОВАННОМ ШТАМПЕ | 1990 |
|
SU1814236A1 |
| Раскатка для обработки конических поверхностей | 1990 |
|
SU1749008A1 |
| Способ изготовления основания герметичного реле | 1984 |
|
SU1181004A1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| Инструмент для обработки концов труб | 1979 |
|
SU1136896A1 |
| Устройство для снятия фасок и заусенцев | 1988 |
|
SU1618506A1 |
| Инструмент для удаления заусенцев и снятия фасок | 1991 |
|
SU1816568A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |

