(54) СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
pa детали в контур траектории инструмента, после чего подачу прекращают.
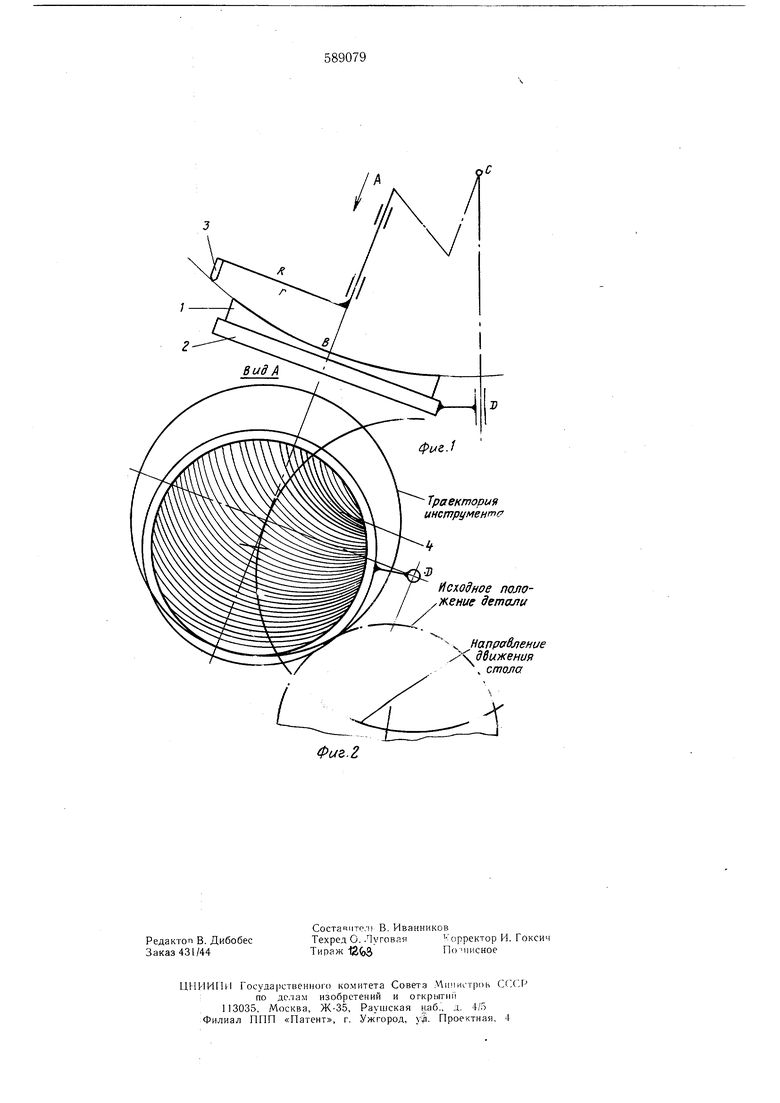
Возможен также вариант осуществления способа, при котором до начала, обработки деталь располагают внутри контура траектории инструмента. При перемещении поворотного стола с деталью из-под инструмента последний входит в контакт с контуром детали, после чего начинается обработка сферической поверхности. Обработка прекращается после полного выхода детали из контура траектории инструмента.
Расположение обрабатываемой детали вне оси поворота стола исключает необходимость прохождения через эту ось траектории режущей кромки инструмента, а следовательно, и схождение следов 4 инструмента на детали, обуславливающее неравномерность сечения стружки, и вызываемые этим вибрации резца. Превыщение радиуса вылета резца над радиусом детали не менее, чем на 15°/о, обеспечивает приближение следов 4 инструмента на детали к-эквидистантам и приводит к дальнейшему повышению равномерности сечения стружки. Прекращение обработки после полного входа контура детали в контур траектории движения инструмента предупреждает пересечение следов инструмента на детали, неблагоприятно влияющее на образование микрорельефа обрабатываемой поверхности.
Описываемый способ позволяет получать при обработке цветных металлов сферические
поверхности с высотой микронеровностей 0,02 мкм. Кроме того, он исключает необходимость трудоемкой полировки и внедрение абразивных частиц в обрабатываемую поверхность.
Формула изобретения
Способ обработки сферических поверхностей путем вращения инструмента вокруг , пересекающейся с осью поворота стола с закрепленной на нем обрабатываемой деталью в центре сферы, и подачи детали за счет поворота стола, отличающийся тем, что, с
целью улучшения качества обработанной поверхности за счет приближения следов инструмента на обрабатываемой поверхности к эквидистантам, деталь крепят так, ось вращения стола лежала вне контура детали, однолезвийный инструмент вращают на радиусе, превышающем радиус обрабатываемой детали не менее чем на 15%, а подачу детали осуществляют до полного входа ее контура в контур, описанный траекторией движения инструмента.
Источники информации, принятые во внимание при экспертизе:
1. Дружинский И. А. Методы обработки сложных поверхностей на металлорежущих станках, М.-Л., «Машиностроение, 1965,
с. 105-107.
Траектория инструменте
Исходное положение детали
V Направление д8ижения , стола
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сферических поверхностей | 1977 |
|
SU659288A1 |
| Устройство для обработки сферических поверхностей | 1980 |
|
SU965597A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОВОРОТНЫХ КРУГОВ | 1992 |
|
RU2136533C1 |