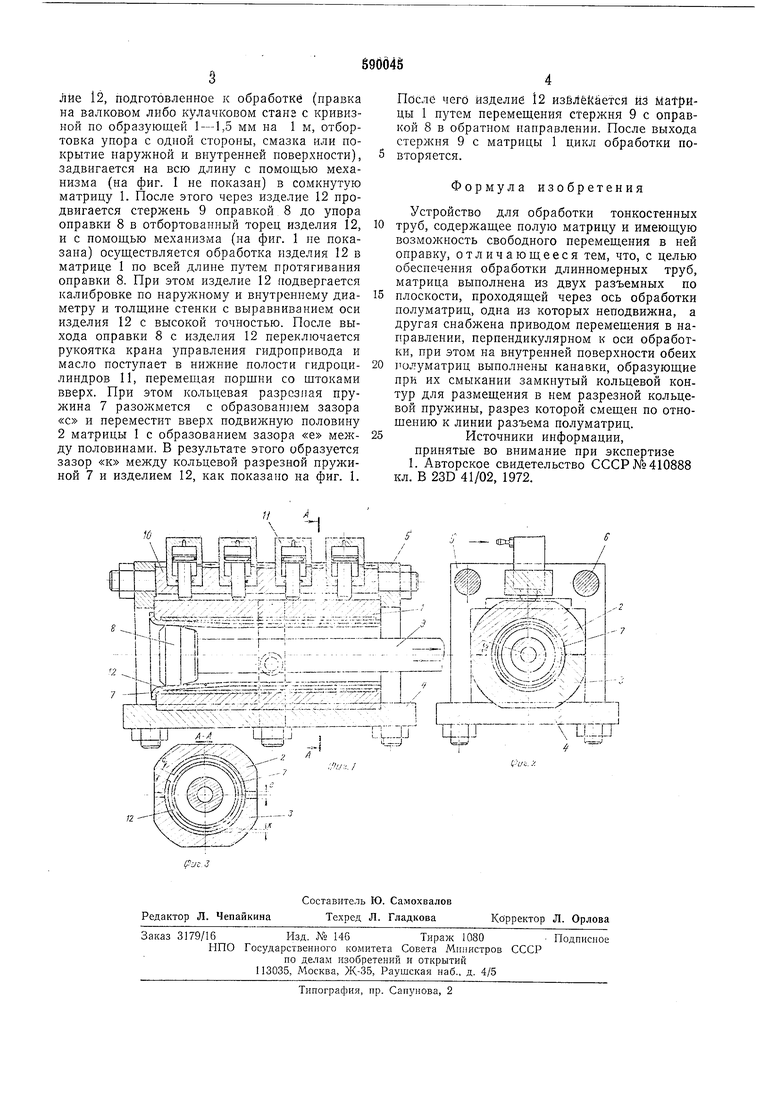
Изобретение относится к обработке металлов давлением, в частности к калибровке по длине и диаметру тонкостенных труб. Известно устройство для обработки тонкостенных труб, содержащее полую матрицу и имеющую возможность свободного перемещения в ней оправку 1. На нем можно обрабатывать только короткие заготовки и нельзя обрабатывать длинномерные трубы, что является его недостатком. Цель изобретения - обеспечение обработки длинномерных труб. Для этого матрица выполнена из двух разъемных но плоскости, проходящей через ось обработки, полуматрпц, одна из которых неподвижна, а другая снабжена приводом перемещения в направлении, перпендикулярном к оси обработки, прп этом на внутренней поверхности обеих полуматриц выполнены канавки, образующие при их смыкании замкнутый кольцевой контур для размещения в нем разрезной кольцевой пружины, разрез которой смещен по отнощению к линии разъема полуматриц. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3- сечение А-А на фиг. 1. Устройство содержит разъемную матрицу 1, состоящую из двух полуматриц подвижной 2 и неподвижной 3, снабл енных полукруглыми углублениями в виде кольцевых выточек, прикрепленную к станине 4 с помощью поперечин 5 и щтанг 6 с возможностью нериодического вертикального неремещения подвижной полуматрицы, кольцевую разрезную пружину 7, установленную в кольцевых канавках полуматриц оправку 8, закрепленную на стержне 9 с возможностью осевого перемещения, опорную балку 10, закрепленную в поперечинах 5, группу гидравлических цилиндров двойного действия 11, закрепленных на опорной балке 10 по всей ее длине на определенном расстоянии. Работа устройства осуществляется следующим образом. Масло под давлением от гидравлического привода подается через щтуцера в верхние полости гидроцилиндров И. Под давлением масла их порщни со щтоками передают усилие на подвижную половину 2 матрицы 1 (подвижная половина в это время находится в приподнятом положении относительно неподвижной половины под действием кольцевой разрезной пружины), н, сжимая кольцевую разрезную пружипу 7, смыкают ее с неподвижной половиной 3 матрицы 1, образуя замкнутый контур с точным кругом по периметру на всей длине кольцевой разъемной прзжнны 7, соответствующий нарулшому диаметру изделия после обработки. Затем изде
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Способ изготовления труб с фланцами и устройство для его осуществления | 1990 |
|
SU1801665A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| Устройство для резки труб на заготовки | 1980 |
|
SU965637A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
