(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| Штамп для резки труб | 1982 |
|
SU1092013A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Устройство для резки труб на заготовки | 1984 |
|
SU1177085A1 |
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для резки труб на заготовки в штампах.
Известно устройство для резки труб на заготовки, содержащее пуансон, матрицы, подвижную оправку, вводимую в отрезаемую от трубы часть, и неподвижную оправку, вводимую в трубу и выполненную разъемной в виде двух половин, имеющих возможность радиального перемещения 1.
Недостатком известного устройства является то, что оно не предотвращает снятие трубы вследствие имеющегося зазора между трубой и оправкой и не обеспечивает резку толстостенных труб в щтампах.
Цель изобретения - повышение качества отрезаемых заготовок и увеличение диапазона типоразмеров разрезаемых труб.
Поставленная цель достигается тем, что в устройстве для резки труб на заготовки, содержащем пуансон, матрицы, подвижную оправку, вводимую в. отрезаемую от трубы часть, и неподвижную оправку, вводимую в трубу и выполненную разъемной в виде двух половин, имеющих возможность радиального перемещения, подвижная и неподвижная оправки соединены между собой гибкой связью, подвижная оправка также выполнена разъемной в виде двух половин, снабженных планками, жестко закрепленными на них, а обе половины неподвиж5 ной оправки выполнены с пазами, под упомянутые планки, при этом обе половины подвижной и неподвижной оправок подпружинены между собой, плоскость разъема половин совмещена с плоскостью пере Q Мещения пуансона, а половины подвижной оправки выполнены с вырезами, образующими, при смыкании паз для пуансона.
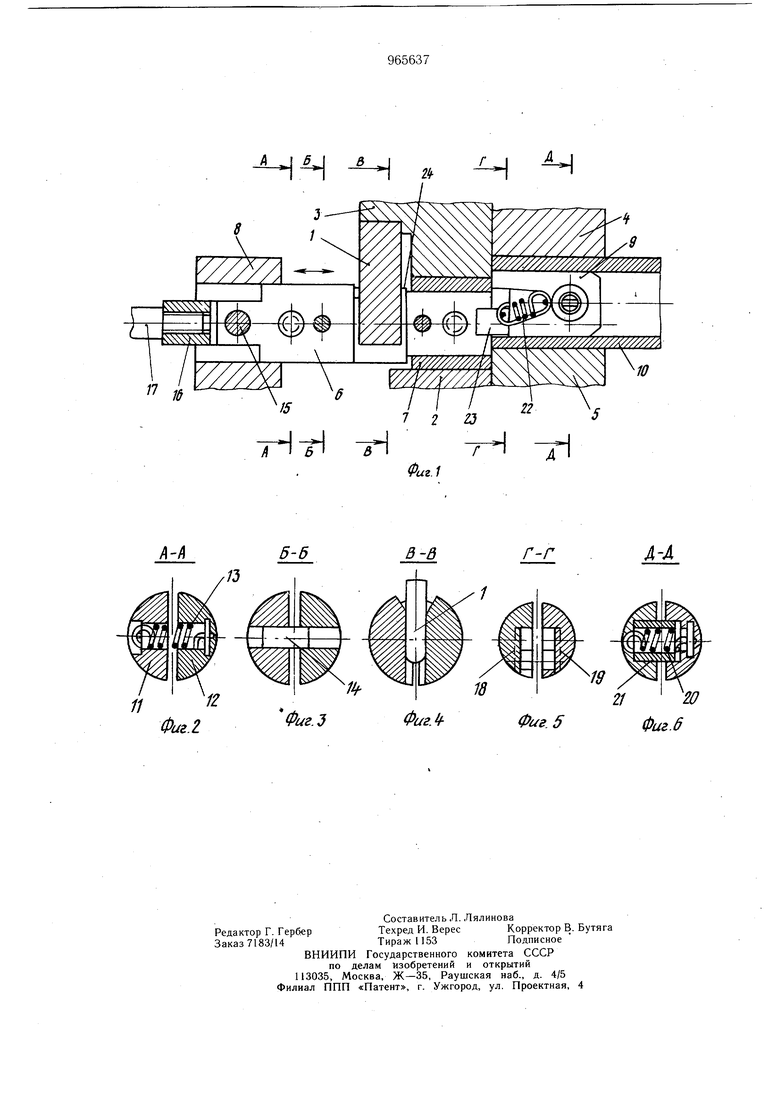
На фиг. 1 схематически изображено устройство; на фиг. 2-6 - разрезы.
15 Устройство содержит пуансон I, матрицы 2, 3, 4 и 5, подвижную оправку 6, вводимую в отрезаемую от трубы часть 7, входящую в направляющую вилку 8, неподвижную оправку 9, вводимую в трубу
2Q 10. Подвижная оправка 6 содержит половины 11 и 12, связанные пружинами 13 и направляющими штифтами 14, и закрепленными посредством оси 15 и вилки 16 на штоке 17 пневмоцилиндра (не показан). Неподвижная оправка 9 содержит половины 18 и 19, соединенные пружиной 20 и направляющей вилкой 21. Подвижная и неподвижная оправки соединены между собой гибкой связью, например пружинами 22, один конец которой закреплен на неподвижной оправке 9, а второй на планках 23, жестко соединенных с половинами 11 и 12 подвижной оправки 6. Устройство работает следующим образом. Когда матрицы 2, 3, 4 и 5 раскрыты, оси подвижной 6 и неподвижной 9 оправкой рабочих частей 1 и 11 находятся на одной прямой, а сами оправки занимают крайнее правое положение. Труба 10 подается до упорного бурта 24 на подвижной оправке 6 рабочей части так, что неподвижная оправка 9 и частично подвижная оправка 6 входят в отверстие трубы 10. После смыкания зажимных матриц 4 и 5 происходит смыкание матриц 2 и 3. При этом пуансон раздвигает половины 11 и 12 и через планки 23 раздвигает половины 18 и 19 неподвижной оправки 9, создавая давление на стенки трубы 10 и отрезаемой заготовки 7. При дальнейщем ходе полуматриц вниз происходит срез трубы. При ходе матриц 2 и 3 вверх подвижная оправка 6 вместе с отрезаемой заготовкой 7 поднимается и устанавливается на одной оси с неподвижной оправкой 9. При дальнейщем ходе матрицы 3 вверх пуансон 1 выходит из половин 11 и 12, которые под . .. действием пружин 13 смыкаются. То же самое происходит с половинами 18 и 19 неподвижной оправки 9. Давление с внутренних стенок трубы снимается и между половинами частями оправок и трубой возникает зазор, что позволяет пневмоцилиндру посредством щтока 17 вытянуть неподвижную оправку 9 из трубы 10 и при помощи стойки 8 вытянуть всю оправку из отрезаемой заготовки 7, которая удаляется в тару. После этого пневмоцилиндр ставит оправку в крайнее правое положение, т. е. в исходное положение перед началом нового цикла. Предлагаемое устройство позволяет повысить качество отрезаемых заготовок и увеличивает диапазон типоразмеров разрезаемых труб. Формула изобретения Устройство для резки труб на,заготовки, содержащее пуансон, матрицы, подвижную оправку, вводимую в отрезаемую от трубы часть, и неподвижную оправку, вводимую в трубу и выполненную разъемной в виде двух половин, имеющих возможность радиального перемещения, отличающееся тем, что, с целью повыщения качества отрезаемых заготовок и увеличения диапазона типоразмеров отрезаемых труб, подвижная и неподвижная оправки соединены между собой гибкой связью, подвижная оправка также выполнена разъемной в виде двух половин, снабженных планками, жестко закрепленными на них, а обе половины неподвижной оправки выполнены- с пазами, при этом обе половины подвижной и неподвижной оправок подпружинены между собой, а половины подвижной оправки выполйены с вырезами, образующими при смыкании паз для пуансона. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 405671, кл. В 23 D 21/00, 1971 (прототип).
