Настоящее предложение относится к типу схем для автоматического управления нажимными устройствами прокатных станов. Как известно, указанные схемы выполняются с двумя мостиковыми системами - главной и верньерной; последняя служит для предварительного замедления двигателя перед выключением во избежание значительного перехода им заданного положения за счет инерции. Недостатком этих устройств является необходимость слишком рано замедлять скорость двигателя вследствие неудовлетворительной точности установки главного моста Уитстона, в функции рассогласования которого устанавливается момент начала замедления. Наименьшее время предварения замедления составляет одну ступень главной системы MiocTa Уитсто-на, т. е. полный ход верньерной системы.
Результатом этого является замедление рабочего процесса и снижение преимуществ автоматизации.
Предлагаемое устройство для автоматического управления нажимными механизмами прокатных станов позволяет повысить точность настройки главного потенциометра путем замены его
секций во время набора программы вспомогательным потенциометром. Таким путем может быть выбрано любое время для начала замедления двигателя, не ограниченное размерами секции главного потенциометра.
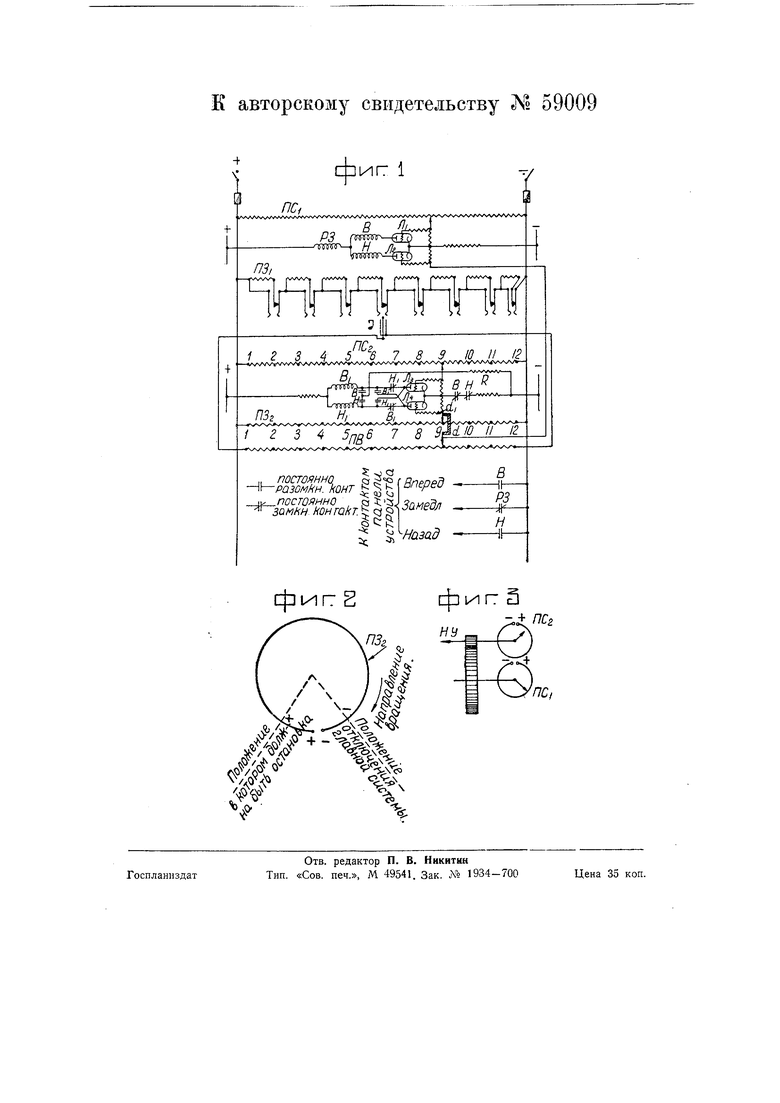
Предлагаемое устройство изображено на фиг. 1, 2 и 3 чертежа, где даны Общая схема установки (фиг. 1) и детали ее (фиг. 2 и 3).
Предлагаемое нажимное устройство состоит из следующих элементов (фиг. 1): главных следящего ПС и задающего nSj потенциометров, составляющих главный мост Уитстоиа и, аналогично, верньерных следящего ПС„ и задающего ПЗ, потенциометров, составляющих верньерный MiOiCT Уитстона. Следящие потенциометры жестко связаны с валом НУ нажимного устройства (фиг. 3); задающие потенциометры собраны на программной панели.
В диагональ каждого моста Уитстона включены по две катодных лампы Лj...4 по двухтактной схеме; поэтому работает только та лампа, на сетку которой подается положительное напряжение.
В анодные цепи ламп включены реле В, Н, и В„ Н,.
Включение В, и Н в анодные цепи ламп верньерной системы осуществлено таким образом, что если одно из них сработало, то возможность переключения на другое реле исключается, даже при изменении полярности на сетках лампы. Это необходимо во избежание цуска устройства в обратную сторону при обходе точки раздела верньерного потенциометра (фиг. 2).
Возможность выбора любого момента для начала замедления осуществляется тем, что набор программы на главном задающем потенциометре производится путем замены соответствующей секции главного потенциометра вспомогательным потенциометром ПВ при включении джека I. Вспомогательный потенциометр ПВ имеет движок d, передвигающийся вместе с движком ..верньерного задающего потенциометра с1, и, вследствие этого, делящий вспомогательный потенциометр ПВ на части, пропорциональные делению верньерного потенциометра ПЗ,.
Таким образом осуществляется точная настройка главного моста Уитстона, что дает возможность выбора момента времени для начала замедлеНИИ двигателя. При этом выбор момента зависит от того, с какой стороны осуществляется подход к заданному положению.
Момент начала замедления определяется регулировкой реле замедления РЗ. Последнее включено в анодную цепь ламп Л1, Л,, главной системы и, при отцусканин, включает сопротивление.
Предмет изобретения.
Устройство для автоматического управления нажимными механизмами прокатных станов с применением главных и верньерных задающих и следящих потенциометров, составляющих мост Уитстона, отличающееся тем, что, с целью повышения точности настройки главного потенциометра и выбора момента времени для начала замедления, применен вспомогательный потенциометр, включаемый помощью штепселя в главный задающий потенциометр вместо соответствующей секции последнего при наборе программы и снабженный движком, являющимся движком главного задающего потенциометра и механически связанным с движком верньерного задающего потенциометра.
фиг 1
- учл/ | ллллл |V/vWb лл.л,, постоянно и л о,,,,рЛ
Н(-p o/vA/v. /голт - -зЯЖ%.|§||.м.5.7
5: cj , ч
Назад
: 

| название | год | авторы | номер документа |
|---|---|---|---|
| Следящее устройство | 1937 |
|
SU59433A1 |
| Следящее устройство | 1936 |
|
SU51312A1 |
| Устройство для автоматического управления электрическим двигателем нажимного механизма и валком прокатного стана | 1933 |
|
SU48081A1 |
| Следящее устройство | 1937 |
|
SU61302A1 |
| Следящее устройство | 1936 |
|
SU59010A1 |
| Следящее устройство | 1937 |
|
SU56723A1 |
| Программно-следящее устройство | 1937 |
|
SU59719A1 |
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| ПРОГРАММНО-СЛЕДЯЩЕЕ УСТРОЙСТВО | 1937 |
|
SU61116A1 |
| Аппарат для автоматического управления нажимным устройством прокатного стана | 1935 |
|
SU77023A1 |
фиг 2
фиг 3
i/7f2
