(54) СПОСОБ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
Изобретение относится к прокатному про ШБодотвуи может быть использовано при прокатке несимметричных тавровых профилей в трехвалковых калибрах.
Известен способ прокатки тавровых про- филей, включающий прокатку трехлучевого профиля из негферывнолитой заготовки в трех валковых калибрах и выпрямление фланцев профиля в последующих калибрах. При про катке этим способом несимметричного по длине или толщине лучей трехлучевого профиля наблюдается изгиб выходящего из калибра раската в сторону более толстого или более длинного луча, что затрудняет прокат ку и может явиться причиной аварий .l.
С целью исключения изгиба на выходе из клети несимметричного по толщине или длине лучей трехлучевого профиля предлагает ся способ, по которому лучи заготовки, соо/р ветотвующие лучам больщей толщины или длины Гв готовом профиле, выполняют с нарастающим увеличением толщины лучей к его концу по меньшей мере на части аго длины.
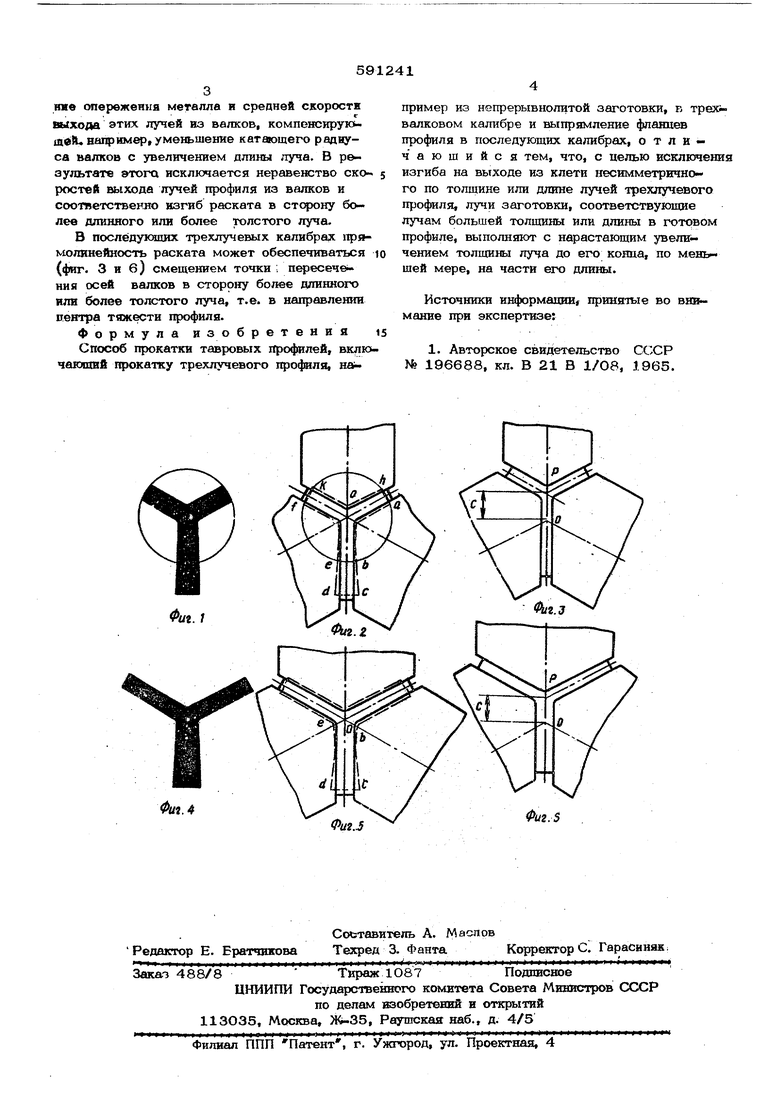
На фиг. 1 изображена заготовка с увели чением толщины пуча на части его длины;
на фиг. 2 - прокатка этой заготовки в трахвалковол калибре; на фиг. 3 - црокатка в
, последующим трехвалковом калибре; на фиг. 4 заготовка с увеличением толщины луча на всей его длине; на фиг. 5 - прокатка этой заготовки в трехвалковом калибре; н« фиг. 6 прокатка в последующем трехвалковом калибipe.
Заготовка снарастающей к концу луча толщиной fi части или на всей его длине может быть полученанепрерывной разливкой или прокаткой в двухвалковых калибрах.
При прокатке несимметричного таврового профиля с больщей длиной Ъдного из лучей нарастание толщины соответствукщего луча заготовки выполняют на участке превышения длины этого луча относите/ь но других лучей. Для тавровых профилей с большей толщиной одного из лучей, но равной длины, нарастание толщины соответствующего луча заготов ;
ки выпоязЕЕяют от основания луча до его конпа.
Большое относительное обжатие луче, за« готовки, выполненных с нарастающей к кон ;Иам лучей толщиной; обусловливает увеличввне опережения металла в срепней скорости выхода этих лучей из валков, компенсирук. двЯ. напрHMept уменьшение катающего радиуса валков с увеличением длины луча. В р. аультате этот исключается неравенство скоростей выхода лучей профиля из валков и соответственно изгиб раската в сторону болев длинного или более толстого луча.
В послёдукшшх трехлучевых калибрах прямолинейность раската может обеспечиваться (фиг. 3 и 6) смещением точки . пересече ния осей валков в сторону более длинного или более толстого луча, т.е. в направлении пентра тяжести профиля.
Формула изобретения Способ прокатки таврош тх профилей, включающий прокатку трехлучевого профиля, на;.
пример из непрерывнолитой заготовки, в тре &валковом калибре и выпрямление фланцев профиля в последующих калибрах, отличающийся тем, что, с целью исключени изгиба на выходе из клети несимметричного по толщине или длине лучей трехлучевого профиля, лучи заготовки, соответствующие лучам большей толщины или длины в готрвом профиле, выполняют с нарастающим увеличением толщины луча до его конца, по меньшей мере, на части его длины.
Источники информации принятые во внимание при экспертизе:
