(54) УСТРОЙСТВО ДЛЯ ПРИВАРКИ ПРОВОЛОЧНЫХ ВЫВОДОВ
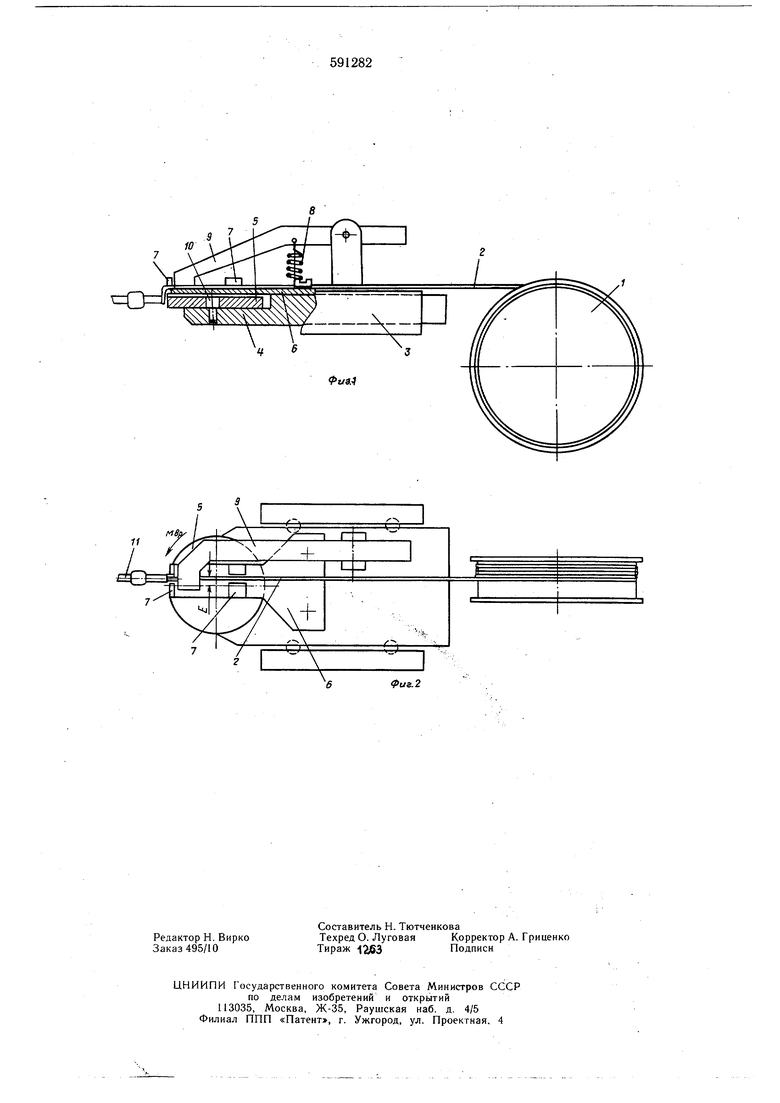
Устройство для приварки проволочных выводов содержит катушку 1 с проволокой 2 и установленный в направляющих 3 ползун 4, На ползуне закреплены роликовы.й электрод 5, планка 6 с выступами 7, в которых выполнен паз для подачи проволоки , и подпружиненный пружиной 8 рычаг 9. Роликовый электрод установлен с возможностью врашени -: па оси 10, при этом его ось вращения смещена относительно оси паза для подачи проволоки на величину , примерно-равную диаметру привариваемой проволоки. Планка 6 выполнена упругой. Изгибиясь под действием рычага, она пре.аотnpaniaeT самопроизвольный поворот роликового электрода вокруг оси 10.
Работа устройства заключается в следующем.
Поступающую с катушки проволоку заправ.ляют под рычаг в паз, молпенный в выступах планки. Кончик проволоки отгибают под 90° до соприкосновения с цилиндрической поверхностью роликового электрода. Под действием привода {на фигурах не показан) ползун перс.мещается до соприкосновения отогнутого конца проволоки с выводом 11 полупроводникового диода. На роликовый электрод и вывод подается импульс сварочного тока, и проволока приваривается к выводу. .Затем под действием привода рычаг освобождает проволоку , ползун перемещается в исходное положение и специальный нож (на фигурах не показан) перерезает проволоку и отгибает ее кончик под 90° до соприкосновения с цилиндрической частью роликового электрода. Г1ос.ле этого рычаг прижимает проволоку к плапке 6 и при перемещении ползуна в сторону вывода 11 осуществляетсяподача проволоки п ее приварка к выводу.
Так как планка6 выполнена упругой, го /ipn движении ползуна в сторону вывода П рычаг 9, удерживая проволоку и непосредственно воздействуя на планку, изгибаег ее и фиксирует роликовый электрод относите. ползуна и предотвращает его поворот вокруг оси 10 в процессе приварки проволоки, который был бы неизбежен, так как н,ентр врапдения роликового электрода смещен относите/тоно оси паза для подачи проволоки.
При Бозвранхепии ползуна в исходное положение рычаг поднимается и освобождает планку 6. Та возвращается в перао 1ача;1ьное положение и освобождает роликовый :мектрод. При подгорании контактирующего с привариваемой проволокой участка цилиндрической поверхности роликового электрода одновременно с прочным привариванием npoiJO.JiOKi-t к торцу аывода происходит ее «схватывание с роликовым электродом. Так как ось вращения роликового электрода смещена относительно оси паза для подачи проволоки и сила сцепления проволоки с выводом больще, чем с роликовым электродом 5, то при движении ползуна в исходное положение сначала происходит поворот роликового электрода вокруг своей оси на некоторый угол, а затем отрыв проволоки от роликового электрода. Таким образом, при подгорании рабочей поверхности роликового электрода происходит его автоматический поворот вокруг своей оси, и дальнейщая сварка ведется новым участком цилиндричеекой поверхности роликового электрода. Когда вся цилиндрическая по-ерхность роликового электрода покроется следами (рисками) от «прихватывающейся в результате ее подгорания проволоки, роликовый электрод заменяют другим.
Устройство для приварки проволочных выводов обеспе.чивает автоматический поворот роликового электрода вокруг своей оси по мере выхода из строя рабочего участка его цилиндрической поверхности. Благодаря этому увеличивается срок службы роликового электрода. Производительность устройства повыщается за счет исключения затрат времени на ручной поворот роликового электрода и снижения процента брака.
Формула изобретения
Устройство для приварки проволочных выводов, преимуц.1,ественно контактных пружин полупроводниковых диодов, содержащее катушки с проволокой, установленный в направляющих ползун, несущий роликовый электрод планку с выступами, в которых выполнен паз для подачи проволоки, и подпружиненный рычаг, взаимодействующий с указанной планкой, отличающееся тем, что, с целью увеличения срока службы роликового электрода и повышения производительности труда за счет обеспечения автоматического шагового поворота ройикового электрода, ось вращения роликового э. лстрода смещена, относительно оси паза для подачи проволоки на величину, соответствующую тагу сварки, а рланка выполнена упругой. Источники информации, принятые во внимание при экспертизе: .
1. Авторское свидетельство СССР № 203442
кл. В 23 К 19/04, 15.10.65.
2. Техническое описание автомата АПФ - 4 ШЦМ 2.332.009.ТО, чертеж ШЦЗ.730.007, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной микросварки проводов | 1990 |
|
SU1764909A1 |
| Устройство для присоединения выводов полупроводниковых приборов | 1975 |
|
SU564666A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
| Сварочный автомат | 1956 |
|
SU107457A1 |
| Устройство для двусторонней приварки проволочных выводов к армированным колпачками заготовкам резисторов | 1986 |
|
SU1366339A2 |
11
7Т
I
2
