м
со О5
о со со со
N)
фиеГ
11
Изобретение относится к сварке и может быть использовано в радиоэлектронной промышленности при изготовлении радиодеталей.
Целью изобретения является повышение надежности работы устройства при двусторонней приварке выводов к ар- мированньш колпачками заготовкам резисторов,
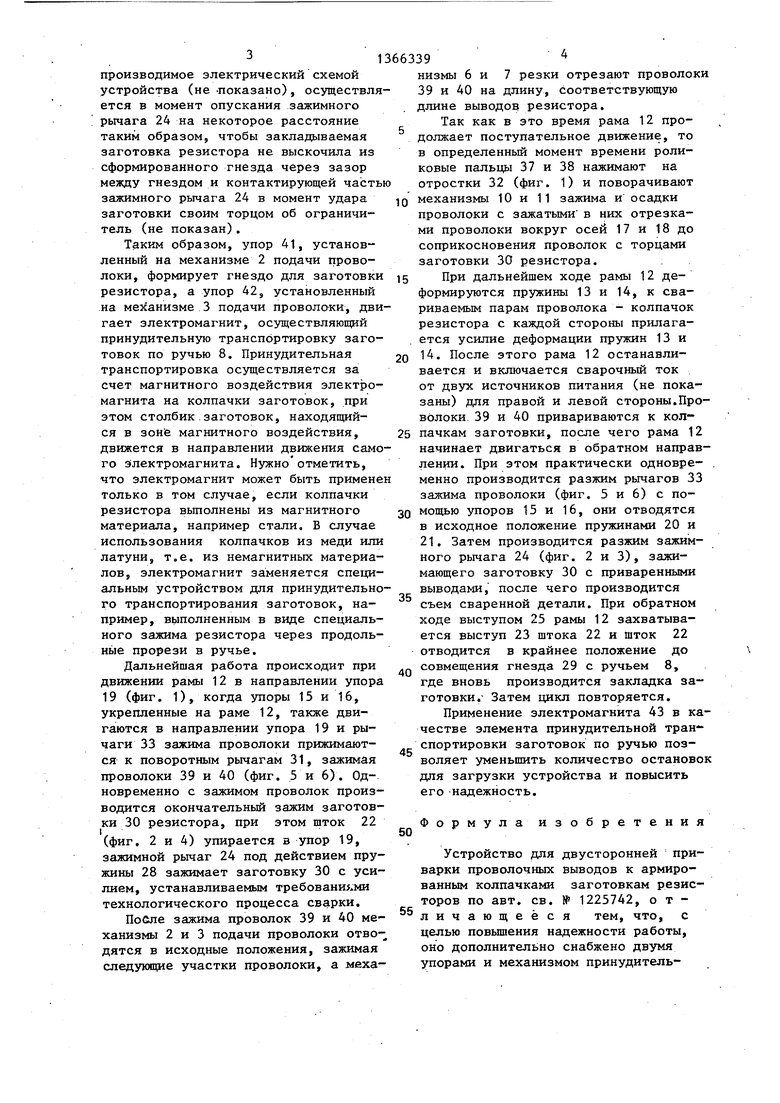
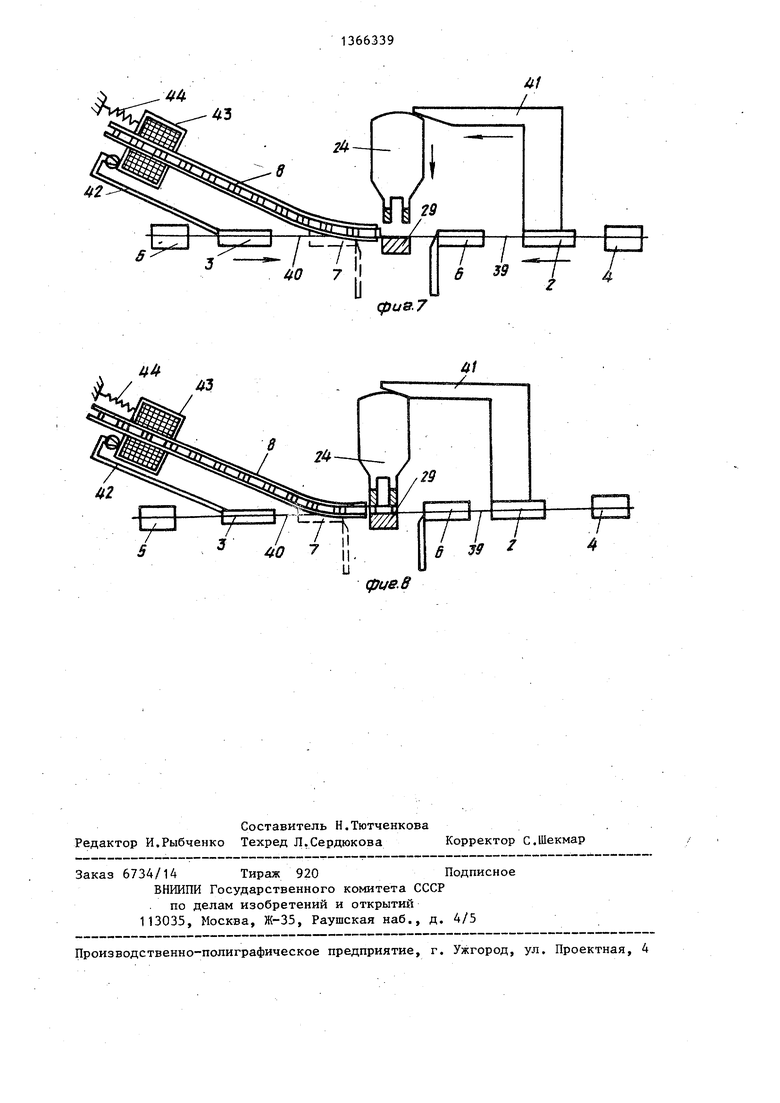
На фиг. 1 и 2 приведена схема устройства j на фиг, 3 и 4 - схема механизма подачи и зажима заготовок; на фиг. 5 и 6 - схема механизма осадки; на фиг. 7 и 8 - схема подачи заготовок под сварку соответственно в рабочем и нерабочем положениях.
Устройство состоит из основания 1 (фиг. 1 и 2), механизмов 2 и 3 пода
чи, 4 и 5 рихтовки, 6 и 7 резки про- волочных выводов, ручья 8 для транспортировки заготовок в зону сварки, механизма 9 подачи и зажима заготовок, механизмов 10 и 11 зажима и осадки проволоки и регулируемыми упорами 15 и 16, служащими для разжима пружинных зажимов механизмов зажимов .и осадки проволоки, двух осей 17 и 18 и упора 19, жестко связанных с основанием 1, и двух пружин 20 и 21, служащих для отвода механизмов 10 и 11 зажима и осадки проволоки в крайнее заднее положение.
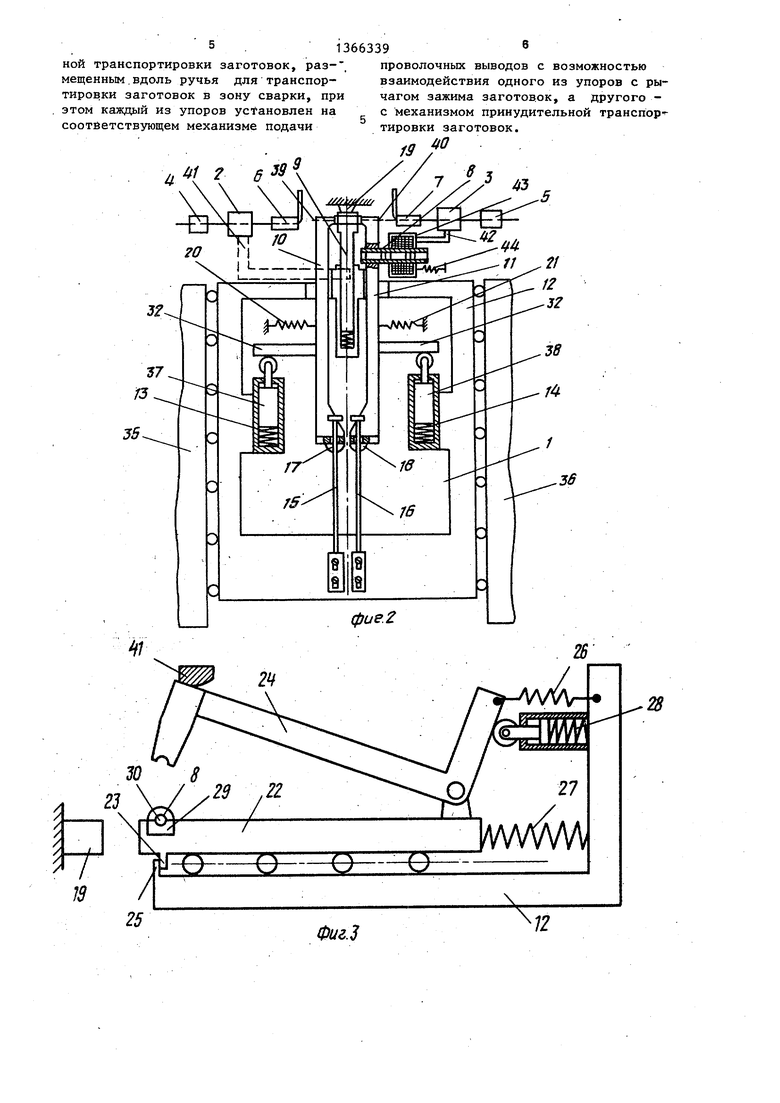
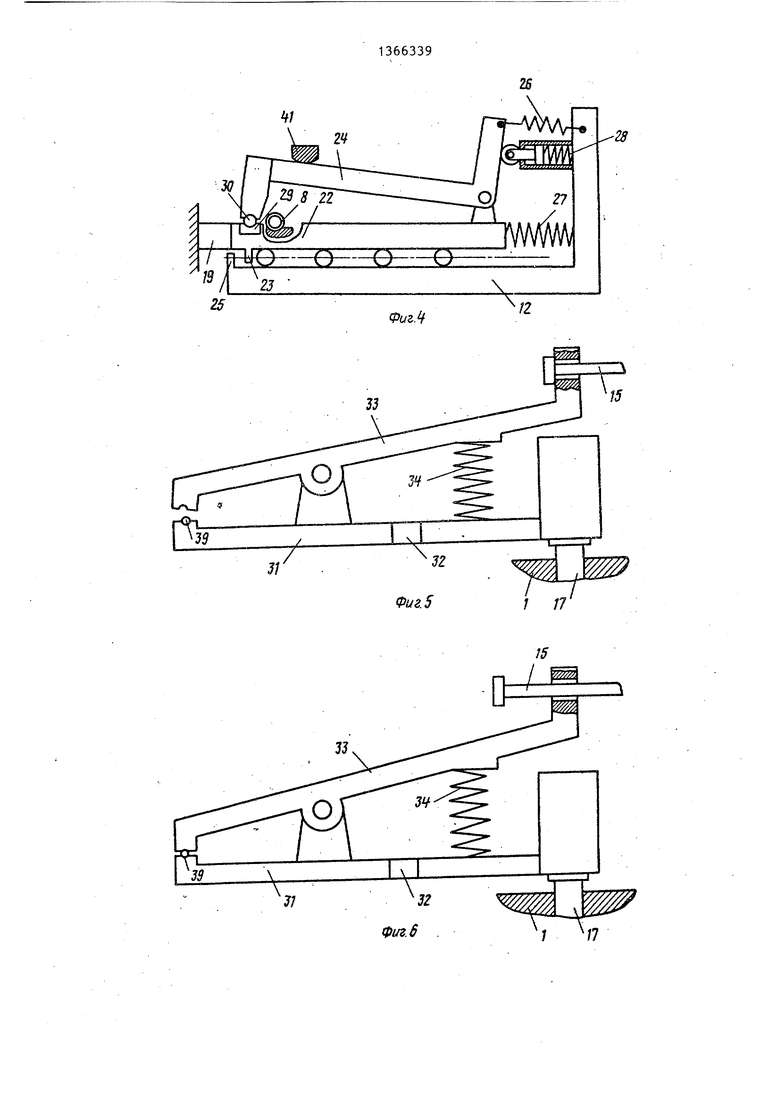
Механизм подачи и зажима заготовок (фиг. 2 и 3) состоит из подвижного относительно рамы 12 штока 22 с выступом 23 и с закрепленным на нем шарнирно зажимным рычагом 24. В передней части рамы 12 также имеется выступ 25, взаимодействующий с выступом 23 штока 22. Зажимной рычаг 24 отводится в крайнее верхнее положени пружиной 26. Шток. 22 и зажимной рычаг 24 подпружинены относительно рамы 12 пружинами 27 и 28. В штоке 22 имеется гнездо 29 для закладки заготовки 30 резисторов.
Каждый из двух механизмов зажима и осадки проволоки (фиг. 5 и 6) состоит из поворотного рычага 31 с отростком 32. На поворотном рычаге 31 шарнирно установлен рычаг 33, подпружиненный относительно поворотного рычага 31 пружиной 34 зажима проволоки. Рама 12 движется в шариковых направляющих 35 и 36 (фиг. 1). Пружины 13 и 14 осадки проволоки воздействуют на поворотные рычаги механиз-.
Г
0
0
мов зажима и осадки проволоки через роликовые пальцы 37 и 38.
С правой и левой.стороны через механизмы 4 и 5 рихтовки, 2 и 3 подачи и 6 и 7 отрезки проволочных выводов подаются проволоки 39 и 40. На механизме 2 подачи проволоки закреплен упор 41, контактирующий с зажимным рычагом 24, как показано на фиг. 2, 7 и 8. На механизме 3 подачи проволоки закреплен упор 42, подвижно контактирующий с электромагнитом 43, имеющим возможность возвратно-поступательного перемещения вдоль ручья 8 для транспортирования заготовок. Пружина 44 осуществляет возврат электромагнита 43 в исходное положение (см, фиг. 8).
Устройство работает следующим образом.
В исходном состоянии рама- 12 находится в крайнем заднем положении. При этом гнездо 29 (фиг. 1, 7) сов- 5 мещено с выходным отверстием ручья 8, и заготовка 30 резистора подается в гнездо 29 под действием веса столбика заготовок, находящихся в ручье 8. В это же время механизмы 2 и 3 подачи проволоки движутся в направлении, указанном стрелками на фиг. 7, и осуществляют закладку проволок, как это показано на фиг. 5, когда проволока 39 подается в паз поворотного рычага 31. Упор 41 своим скосом находит на зажимной рычаг 24 (фиг. 7, 3) и производит предварительный поджим зажимного рычага 24, как показано на фиг. 8, образуя пространство, в которое закладывается заготовка резистора для дальнейшей приварки вывода. Это пространство ограничено снизу гнездом 29, а сверху - зажимным рычагом 24. Таким образом, в момент подачи g проволок формируется замкнутое гнездо, ограниченное снизу и сверху. При этом упор 41 устанавливается на механизме 2 подачи проволоки таким образом, чтобы заготовка 30 резистора закладывалась в гнездо свободно,т.е. с некоторьм зазором.
При движении механизма 3 подача проволоки, которое происходит одновременно с движением механизма 2, упор 42 (фиг. 7, 8) начинает тянуть электромагнит 43 вдоль ручья 8 в направлении движения заготовок резисторов в сторону закладки. При этом включение электромагнита 43,
5
0
0
5
производимое электрический схемой устройства (не -показано), осуществляется в момент опускания зажимного рычага 24 на некоторое расстояние таким образом, чтобы закладываемая заготовка резистора не выскочила из сформированного гнезда через зазор между гнездом и контактирующей часть зажимного рычага 24 в момент удара заготовки своим торцом об ограничитель (не показан).
Таким образом, упор 41, установленный на механизме 2 подачи проволоки, формирует гнездо для заготовки резистора, а упор 42, установленный на механизме 3 подачи проволаки, двигает электромагнит, осуществляющий принудительную транспортировку заготовок по ручью 8. Принудительная транспортировка осуществляется за счет магнитного воздействия электромагнита на колпачки заготовок, при этом столбик .заготовок, находящийся в зон е магнитного воздействия, движется в направлении движения самого з лектромагнита. Нужно отметить, что электромагнит может быть примене только в том случае, если колпачки резистора вьшолнены из магнитного материала, например стали. В случае использования колпачков из меди или латуни, т.е. из немагнитных материалов, электромагнит заменяется специальным устройством для принудительного транспортирования заготовок, например, выполненным в виде специального зажима резистора через продольные прорези в ручье.
Дальнейшая работа происходит при движении рамы 12 в направлении упора 19 (фиг. 1), когда упоры 15 и 16, укрепленные на раме 12, также двигаются в направлении упора 19 и рычаги 33 зажима проволоки прижимаются к поворотным рычагам 31, зажимая проволоки 39 и 40 (фиг. 5 и 6). Одновременно с зажимом проволок производится окончательный зажим заготовки 30 резистора, при этом шток 22
(фиг. 2 и 4) упирается в упор 19, зажимной рычаг 24 под действием пружины 28 зажимает заготовку 30 с усилием, устанавливаемым требовани5.ми технологического процесса сварки.
После зажима проволок 39 и 40 механизмы 2 и 3 подачи проволоки отводятся в исходные положения, зажимая следующие участки проволоки, а меха
10
15
20
366339
низмы 6 и 7 резки отрезают проволоки 39 и 40 на длину, соответствующую длине ВЫВОДОВ резистора.
Так как в это время рама 12 продолжает поступательное движение, то в определенный момент времени роликовые пальцы 37 и 38 нажимают на отростки 32 (фиг. 1) и поворачивают механизмы 10 и 11 зажима и осадки проволоки с зажатыми в них отрезками проволоки вокруг осей 17 и 18 до соприкосновения проволок с торцами заготовки 30 резистора. :
При дальнейшем ходе рамы 12 деформируются пружины 13 и 14, к свариваемым парам проволока - колпачок резистора с каждой стороны прилагается усилие деформации пружин 13 и 14. После этого рама 12 останавливается и включается сварочный ток от двух источников питания (не показаны) для правой и левой стороны.Проволоки 39 и 40 привариваются к кол пачкам заготовки, после чего рама 12 начинает двигаться в обратном направлении. При этом практически одновре- . менно производится разжим рычагов 33 зажима проволоки (фиг. 5 и 6) с помощью упоров 15 и 16, они отводятся в исходное положение пружинами 20 и 21. Затем производится разжим зажимного рычага 24 (фиг. 2 и 3), зажимающего заготовку 30 с приваренными выводами, после чего производится съем сваренной детали. При обратном ходе выступом 25 рамы 12 захватывается выступ 23 штока 22 и щток 22 отводится в крайнее положение до совмещения гнезда 29 с ручьем 8, где вновь производится закладка заготовки.- Затем цикл повторяется.
Применение электромагнита 43 в качестве элемента принудительной транспортировки заготовок по ручью позволяет уменьшить количество остановок для загрузки устройства и повысить его надежность.
25
30
35
40
45
50
55
Формула изобретения
Устройство для двусторонней приварки проволочных выводов к армированным колпачками заготовкам резисторов по авт. св. № 1225742, отличающееся тем, что, с целью повышения надежности работы, оно дополнительно снабжено двумя упорами и механизмом принудитель51366339в
ной транспортировки заготовок, раз- . проволочных выводов с возможностью
мещенным.вдоль ручья для транспортировки заготовок в зону сварки, при этом каждый из упоров установлен на соответствующем механизме подачи
взаимодействия одного из упоров с р чагом зажима заготовок, а другого с механизмом принудительной транспо тировки заготовок. 0 .
U1 2
/
Фиг..
взаимодействия одного из упоров с рычагом зажима заготовок, а другого - с механизмом принудительной транспорт тировки заготовок. 0 .
8
43
/
/I
ФигМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов | 1988 |
|
SU1606291A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Автоматическое устройство для двусторонней приварки выводов к армированным колпачкам и заготовкам резисторов | 1977 |
|
SU626908A1 |
| Устройство для приварки аксиальных выводов к колпачкам радиодеталей | 1984 |
|
SU1164021A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Устройство для приварки выводов к колпачкам резисторов | 1990 |
|
SU1738547A1 |
Изобретение относится к области сварки и может быть использовано для двусторонней приварки выводов к армированным колпачками заготовкам резисторов. Изобретение позволяет повысить эксплуатационную надежность оборудования путем исключения повреждения загружаемых изделий и уменьшения количества остановок оборудования. При движении механизма 3 совместно с механизмом 2 упор 42 тянет электромагнит 43 вдоль ручья 8 в направлении движения заготовок резисторов в сторону закладки. При зажиме проволок 39 и 40 механизмы 2 и 3 подачи проволоки отводятся в исходные положения. Механизмы резки 6 и 7 обрезают проволоки 39 и 40 на длину, соответствующую длине выводов резистора. При движении рамы 12 осуществляется приварка проволок к резистору. 8 ил. Q & (Л с
Л
Фиг.5
} /7
Фг/г
; /7
(.7
(pt/e.8
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
