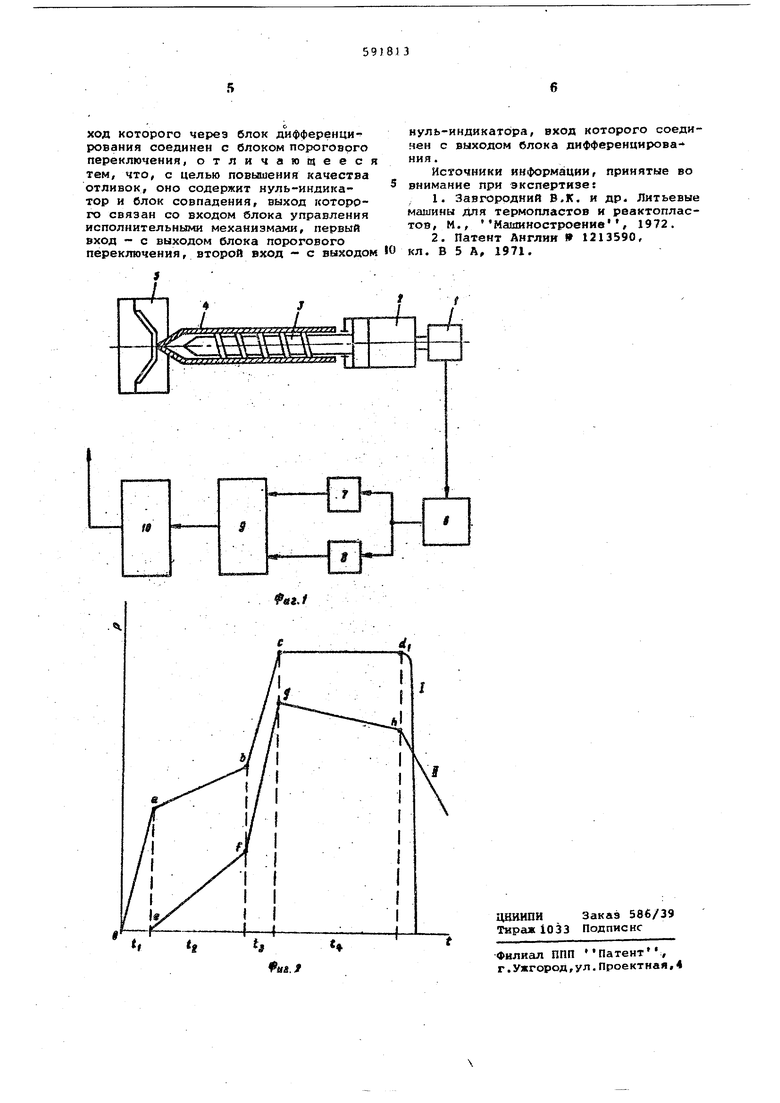
управляющей системы неоОходимо точное задание оператором величины поро гового значения производной. В случа ошибки оператора команда об окончани стадии впрыска может поступить в лювой момент, например а начале впрыска. Это снижает качество отливок и увеличивает выход брака. Целью изобретения является повшие ние качества отливок. Поставленная цель достигается тем что- лредложеииое устройство содержит нуль-иидикатор и блок совпадения, выход которого связан со входом блока упрайления исполнительными механизмами, первый вход - с выходом бло ка порогового переключения, второй вход - с выходом нуль-индика тора, вход которого соединей с выходом блока дифференцирования. На фиг, 1 представлена функциональная схема устройства для автоматического управления литьевой машиной на фиг. 2- диаграмма давлеиие-время, характеризующая изменен давления в гидроцилнндре впрыска (кривая 1 ) и в литьевой форме (кривая jr). : .- , - . ,/ , , Устройство содержи-:: датчик давления 1, установленный в гидроцилиндрё впрыска.2, червяк 3, размещенный вну ри цилиндра пластикации 4 и Форму 5. Выход Датчика: 1 соединен с блоком диффереицирования б, осуществляюищм вычисление производной путём дифференцирования электрического сигнала поступающего; с йыхода датчика давления. Выход блока дифференцирования : соединен с блоком порогового переключения -7 и с нуль-индикатором 8, на выходе которого появляется сигнал ; логической « 1«« только при появлении иа входе сигнала, имеющего .нулевое значение. БЛОК йорогового переключения 7 вы рабатывает на выходе сигнал 1 . и-запоминает этот сигнал только после пречьааеыия входньм сигналом гюедва рй тельно зада{1ного значения. При уровне входного сигнала ниже порогового значения, на выходе блока 7 устанавливается сигнал . с Блок совпадения 9 формирует управляюгадй сигнал для блока 10 управления исполнительными механизмами при появлении на обоих его выходах сигнала Vl.Устройство работает следукх а{м образом. увеличении давления в гидроцилиндре 2 до величины, превышающей сопротивление выпускного канала цилин дра пластикации 4, начинается впрыск расплава в полость формы 5 посредством перемещения червяка 3 с регулируемой скоростью внутри цилиндра 4. авление в гидроцилиндре регистрирутся датчиком 1. С выхода датчика 1 лектрический сигнал, пропорциональный авлению, поступает на вход блока диференцирования б, на выходе которого ормируется сигнал, пропорциональный скорости изменения давления в гидроилиндре 2. Когда величина этого сигнала достигает значения, большего, чем устанЬвленный порог срабатывания блока порогового переключения 7, на выходе.последнего появляется и запоминается сигнал I. Это происходит на участке о-а-в-с кривой I (.фиг12) в произвольной точке, так как порог срабатывания блока 7 определяется оператором. Однако для точного опре-дедения момента перехода стадии впрыска в стадию формования несущественно, в какой точке указанной кривой система зафиксирует рост давления, Важно, чтобы такой момент был зафиксирован. После срабатывания блока 7 на первый вход блока совпадения 9 поступает сигнал Ч. Однако в системе переключений не происходит, так как на второй вход блока 9 с выхода нуль-индикатора 8 поступает сигнал О. 9 конце стадии впрыска, после окончания фазы нарастания давления, рост . давления в гидроцилин-е дре 2.Прекращается. Этот момент времени является наиболее бдагоприят- . ным для перехода стадии впрыска в стадию формования. Этому моменту прек{ащения роста давления и соответствует Нулевое значение производной давления по времени. При поступлении на вход нуль-индикатора 8 сигнала, равного нулю, ча его выходе устанавливается сигнал 1 . Таким образом, на оба входа блока..совпадения 9 в рассматриваемый момент времени поступают: сигналы 1 . В результате на его выходе .формируется сигнал управления/ поступающий в блок 10 управления исполнительными механизмами. По этому сигналу в нем формируется команда, обеспечивгиощая переход от стадии вп рыска к стадии формовани. . Использование устройства дли автоматического управления литьевой машиной позволяет с высокой точностью, независимо IT опыта оператора, осуществить переход от стадии впрыска к стадии формования, упрощает наладку машины и обеспечивает сокращение брака на 10-15%. Формула изобретения Устройство для автоматического управления литьевой машиной, содержащее блок управления исполнительными механизмами, датчик давления, выход которого через блок дифференцирования соединен с блоком порогового переключения, отличающееся тем, что, с целью повьлиения качества отливок, оно содержит нуль-индикатор и блок совпадения, выход которого связан со входом блока управления исполнительнь1ми механизмами, первый вход с выходом блока порогового переключения, второй вход - с выходом
нуль-индикатора, вход которого соединен с выходом блока дифференцирова-
НИН .
Источники информации, принятые во внимание при экспертизе:
1.Завгородний В.К. и др. Литьевые мгииины Для термопластов и реактопласТО9, М., Машиностроение , 1972.
2,Патент Англии 1213590, кл. В 5 А, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления литьевой машиной | 1983 |
|
SU1164056A1 |
| Способ автоматического регулирования процесса литья пластмасс под давлением | 1979 |
|
SU861089A1 |
| Устройство для регулирования процессалиТья издЕлий из плАСТМАСС | 1979 |
|
SU804494A1 |
| Устройство управления литьевой машиной | 1981 |
|
SU994279A1 |
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| Способ автоматического управления процессом литья под давлением изделий из пластмасс | 1986 |
|
SU1357247A1 |
| Способ автоматического управленияпРОцЕССОМ плАСТиКАции пРи лиТьЕ пОддАВлЕНиЕМ | 1979 |
|
SU823159A1 |
| Способ автоматического управления стадией формования при литье под давлением изделий из пластмасс | 1983 |
|
SU1140994A1 |
| Устройство для определения момента перехода стадии впрыска в стадию формования при литье под давлением изделий из пластмасс | 1980 |
|
SU903168A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
