1
Изобретепие относится к области производства фасонных профилей прокаткой.
Известен многопарный клиновой роликовый фильер 1, включающий закрытый корпус, две пары валков, установленных в клиновых подушках, перемещение которых осуществляется пустотелыми винтами.
Недостатками этой конструкции являются возможность независимо регулировать зазор в каждой паре валков, т е. осуществлять настройку стана, а также наличие только двух пар валков.
С целью как совместной, так и индивидуальной регулировки раствора, между подушками по крайней мере двух соседних пар залков установлен регулировочный клин с возможностью смещения оси клина вдоль оси обработки.
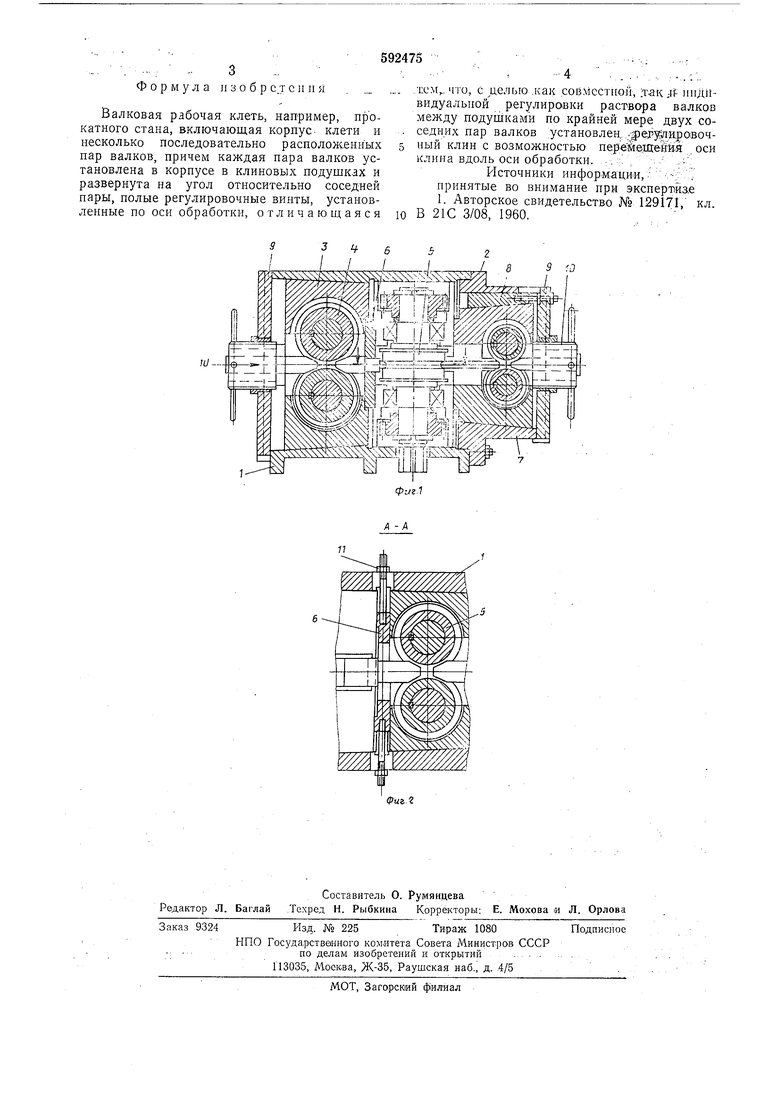
На фиг. 1 изображена рабочая клеть, общий вид; на фиг. 2 - разрез по А-А «а фиг. 1.
Рабочая клеть имеет корпус 1, стыкуемый с поворотной частью корпуса 2. Верхняя крышка корпуса 1 крепится клиньями к его стойкам. В корпусе помещены клиновые подушки 3, в которых находятся первая горизонтальная 4 и вторая вертикальная 5 пары валиков на роликовых подшипниках.
Между подушками установлено виито-клиновое регулировочное устройство 6. Поворотная пара валков 7 устанавливается на заданный угол в зависимости от формы профиля. Подушки ее также клиновидные. Клин 8 служит для тонкой регулировки зазора между валками.
С передней и задней стороны корпуса клети в пазах установлены крышки 9, через которые проходят полые винты 10, упирающиеся в клиновые подушки. При помощи полых винтов 10 сдвигаются одновременно все подушки и равномерно изменяется зазор во всех трех парах валков.
Индивидуальную регулировку первой горизонтальной пары валков 4 производят при помощи полого винта 10 и клина 6, перемещаемого винтами 11, )егулнровка зазора между второй вертикальной парой валков 5 происходит при помощи другого полого винта 10 при неизменном положении клина 6. Расстояние между валками 7 поворотной части клети регулируют клииом 8, при этом зазоры горизонтальной и вертикальной пар валков остаются неизменными и положение оси клина 6 не меняется.
Использование данного изобретения позволит расширить номенклатуру прокатываемых профилей, увеличить жесткость клети с повышением точности обрабатываемых изделий.
Формула ji 3 о б р с.т с IIII я
Валковая рабочая клеть, например, прокатного стана, включающая корпус- клети и несколько последовательно расположенньгх пар валков, причем каждая пара валков установлена в корпусе в клиновых подушк.ах и развернута на угол относительно соседней пары, полые регулировочные винты, установленные по оси обработки, отличающаяся
Ш --Ue
т.ем. что, С делью .как совместной, ;т.ак Jt индивидуальной регулировки раствора валков между подушками по крайней мере двух соседних пар валков установлен.,,.|).р01Вочиый клин с возможностью переЭй.§щенйя оси клина вдоль оси обработки. ;: : -
Источники информации, .-:, принятые во внимание ирн экспертаае 1. Авторское свидетельство № 129171, кл. В 21С 3/08, 1960.. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1983 |
|
SU1148660A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
Фиг-
