(54) ИНСТРУМЕНТ ДЛЯ КОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Пресс для раскатки обечаек | 1975 |
|
SU937230A2 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Горизонтальный пресс для раскатки обечаек | 1975 |
|
SU573237A1 |
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |
1
Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-прессовом производстве при изготовлении обечаек, раскаткой на гидравлических ковочных прессах.
Известен инструмент для ковки, содержащий связанную с подвижной траверсой пресса подштамповую плиту с прикрепленным к ней с помощью захватного устройства бойком 1.
Известное устройство не обеспечивает необходимого качества обработки изделия.
Известен также инструмент для ковки, содержащий жестко связанную с подвижной траверсой пресса подштамповую плиту с прикрепленным к ней посредством захватного устройства бойком, состоящим из опорной и поворотной приводной рабочей частей 2.
Недостатком этого известного инструмента является низкое качество изделий при использовании его для раскатки обечаек (наличие конусности поверхности обечайки).
Цель изобретения - повышение качества изделий при раскатке обечаек.
Для этого опорная часть бойка выполнена также поворотной в плоскости, параллельной рабочей поверхности бойка, а плоскость стыка опорной и рабочей частей наклонена к рабочей поверхности бойка под углом 1-5°.
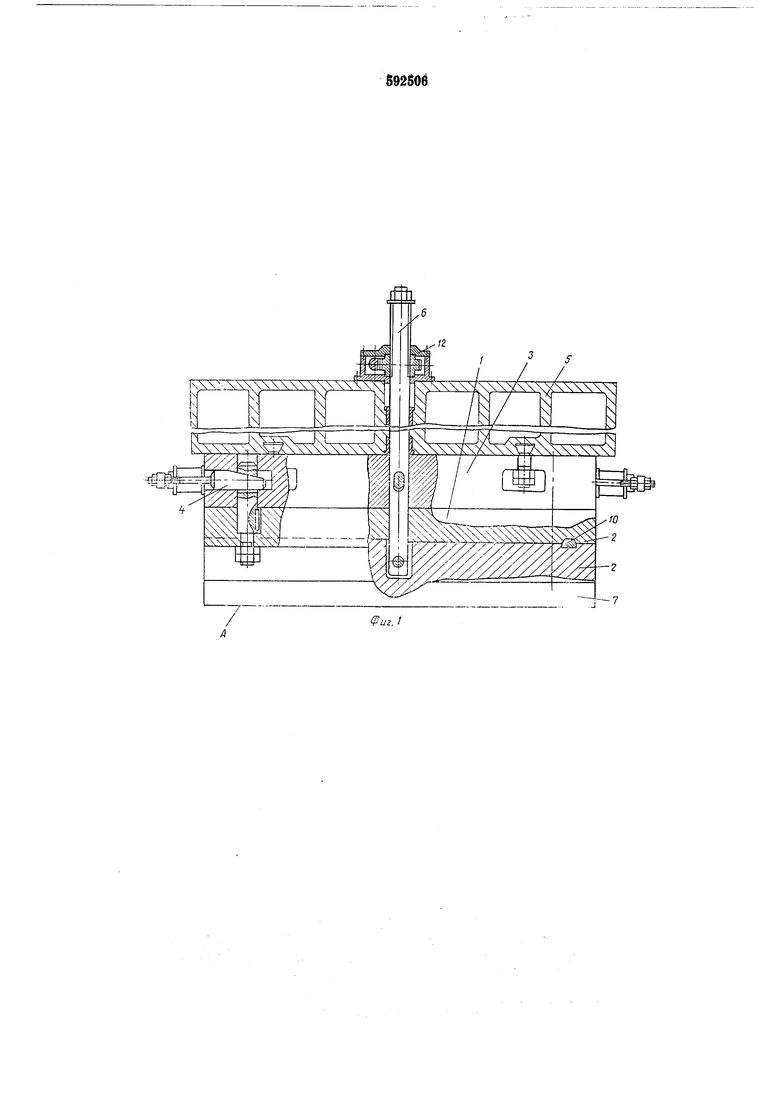
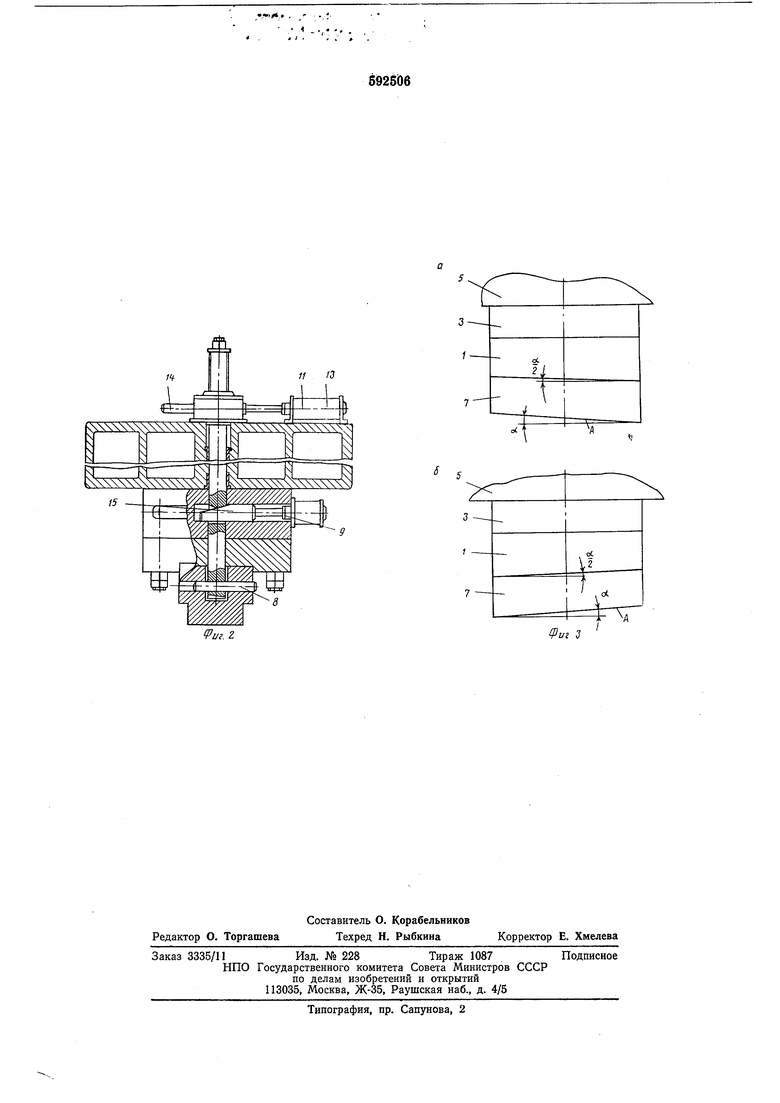
На фиг. 1 изображен предлагаемый инструмент, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - возможные варианты расположения рабочей поверхности инструмента относительно горизонтальной нлоскости.
В предлагаемом инструменте опорная часть 1 бойка 2 (см. фиг. 1) крепится на подщтамповой плите 2 при помощи быстро действующего захватного устройства 4. Через центр бойка 2, подщтамповую плиту 3 и подвижную траверсу 5 проходит штанга 6.
Рабочая часть 7 бойка соединяется с штангой 6 осью 8, при этом возможно качательное перемещение рабочей части относительно оси. Жесткое крепление рабочей части 7 бойка к подштамповой плите 3 осуществляется через щтангу 6 при помощи быстродействующего клинового зажима 9 (фиг. 2).
Обе части I и 7 бойка сопрягаются по плоскости, наклоненной к горизонтали и фиксируются одна относительно другой двумя шпонками 10. Для поворота всего бойка 2 или только рабочей части 1 вокруг вертикальной оси
служит привод 11, связанный с щтангой при помощи насаженной на шлицевом конце штанги шестерни 12. Привод может быть выполнен в виде пневмоцилиндра 13 со щтоком- рейкой 14, находящимся в зацеплении с шестерней 12.
Процесс настройки инструмента для раскатки обечаек на исправление дефектов осуществляется в следующей последовательности.
В нижнем положении подвижной траверсы 5, когда боек 2 находится на обечайке, клин 15 быстродействующего клинового зажима 9 выходит из паза штанги 6, тем самым раскрепляя рабочую часть 7 бойка 2 с подштамповой плитой 3.
При ходе подвижной траверсы 5 вверх опорная часть 1 бойка 2 поднимается вместе с подштамповой плитой 3, а рабочая часть 7 остается на обечайке. Происходит расфиксация рабочей 7 и опорной 1 частей бойка 2, а затем осуществляется поворот рабочей части 7 вокруг вертикальной оси на 180°. После этого подвижная траверса 5 движется вниз, происходит фиксирование опорной и рабочей частей бойка и жесткое крепление рабочей части 7 с подштамповой плитой 3.
В результате поворота рабочей части 7 бойка с последующим сопряжением ее с опорной частью 1 по наклонной плоскости осуществляется наклон рабочей поверхности Л бойка к горизонтальной плоскости (фиг. 3, положение а).
Для наклона рабочей поверхности А бойка к горизонтальной плоскости в противоположном направлении нужно раскрепить опорную
1и наклоненную рабочую часть 7 бойка с подштамповой плитой 3, повернуть весь боек
2в обратном направлении на 180° и закрепить опорную и рабочую части бойка с подштамповой плитой (фиг. 3, положение б).
Таким образом, инструмент имеет три установочные позиции рабочей части бойка с различными углами наклона рабочей поверхности
бойка относительно горизонтальной плоскости, равными а° и 0°,
В процессе раскатки обечайки обычно возникает дефект - конусность поверхности обечайки. Использование предлагаемого инструмента позволяет в процессе раскатки достигать утонения стенки обечайки у торца, где зафиксирован меньший диаметр поверхности обечайки (до операции исправления дефекта).
Так как инструмент имеет три установочные позиции, не возникает потребности в смене инструмента при исправлении дефекта обечайки. Таким образом, изобретение обеспечивает
повышение качества изделий при раскатке обечаек.
Формула изобретения
Инструмент для ковки, содержащий жестко связанную с подвижной траверсой пресса подштамповую плиту с прикрепленным к пей посредством захватного устройства бойком, состоящим из опорной и поворотной приводной
рабочей части, отличающийся тем, что, с целью повышения качества изделий при раскатке обечаек, опорная часть бойка выполнена также поворотной в плоскости, параллельной рабочей поверхности бойка, а плоскость
стыка опорной и рабочей частей наклонена к рабочей поверхности бойка под углом 1-5°.
Источники информации, принятые во внимание при экспертизе
592506
// /3
