(54) ФОРМА ДЛЯ ЛИТЬЯ ЗАГОТОВОК ПОД РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для отливки прямоугольных слитков | 1976 |
|
SU591266A2 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| Форма для литья заготовок под регулируемым давлением | 1980 |
|
SU900966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ЗАГОТОВОК КОРПУСОВ БАЛЛОНОВ БОЛЬШОГО ОБЪЕМА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ СЖАТЫХ И СЖИЖЕННЫХ ГАЗОВ | 2022 |
|
RU2806681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОКИЛЕЙ ИЛИ ИЗЛОЖНИЦ | 1988 |
|
RU2083322C1 |
| Многоместная форма для отливки подРЕгулиРуЕМыМ дАВлЕНиЕМ длиНОМЕРНыХиздЕлий | 1978 |
|
SU839676A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литейный конвейер | 1977 |
|
SU737114A1 |
Изобретение относится к области металлургии и может быть использовано при отливке под регулируемым давлением металлургических заготовок и расходуемых электродов различного поперечного сечения (прямоугольных, круглых и многогранных).
Известна конструкция изложницы для отливки квадратных заготовок, состоящая из графитовых секций, заключенных в рамы ч образующих две продольпые полуформы, стыкующиеся по диагонали квадрата. Полуформы могут поворачиваться вокруг общей оси, параллельной продольной оси изложницы, освобождая отлитую заготовку 1.
Изложница такой конструкции обладает следующими недостатками: при раскрытии боковых секций горячая заготовка, поддерживаемая только торцовыми стенками изложницы, может прогибаться; при раскрытии изложницы с поворотом боковых стенок вокруг общей оси, расположенной на линии вертикальной симметрии отливаемой заготовки, s ней Нельзя разместить заготовки с горизонтальными гранями, так как в этом случае графитовые блоки, образующие эту грань, будут прижиматься к отлитой заготовке и скалываться.
Для улучщения условий службы секций и -удобства удаления отлитых заготовок в предлагаемом устройстве нижняя секция закреплена на ра:ме неподвижно, а боковые установлены с возможностью поворота вокруг осей, параллельных продольной оси изложницы и смещенных в стороны от вертикальной плоскости симметрии ее, причем линии разъема между донной и боковыми секциями формы расположены ниже горизонтальной плоскости симметрии отливаемых заготовок.
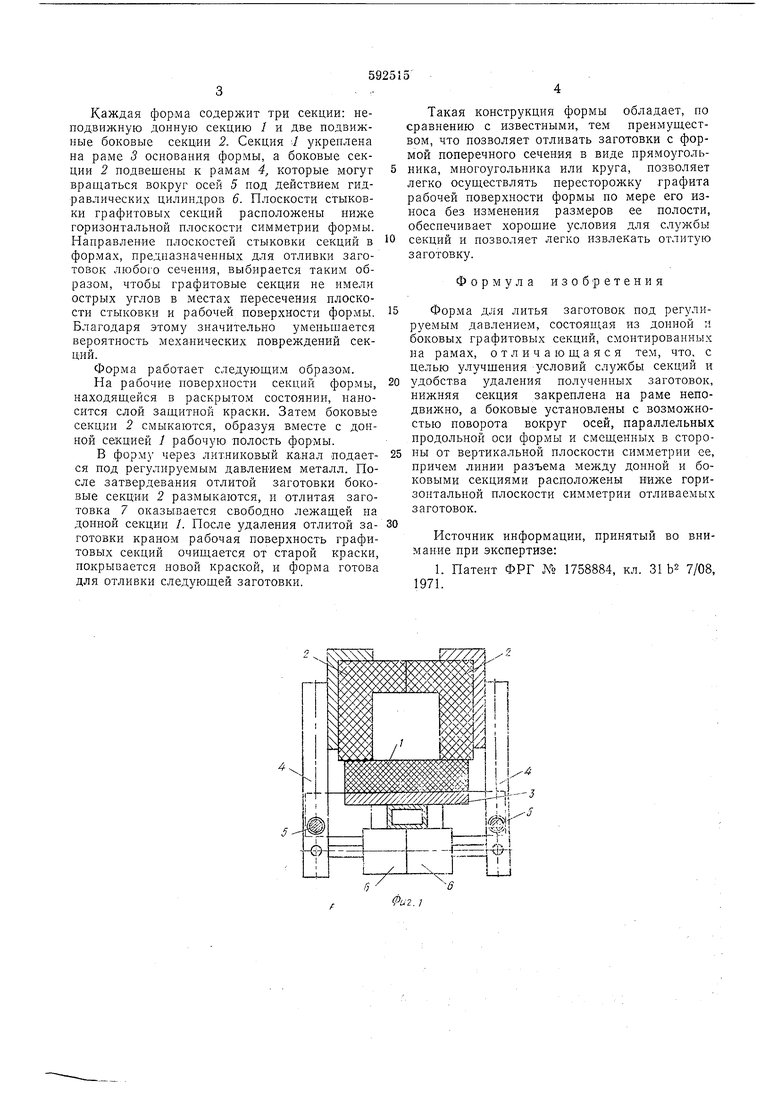
Неподвижная донная секция обеспечивает надежную фиксацию положения отлитой заготовки после раскрытия формы. Смещение линий разъема боковых и донной секций ниже горизонтальной плоскости симметрии формы обеспечивает удобный захват отлитой заготовки клещами при ее удалеиии. Поворот каждой из баковых секций вокруг самостоятельной оси, смещенной в сторону от вертикальной плоскости сим1метрии формы, обеспечивает при раскрытии формы отход всех точек графитовой стенки от отлитой заготовки независимо от формы ее поперечного сечения. Иа фиг. 1 изображена форма для отливки квадратных заготовок, подготовленных к
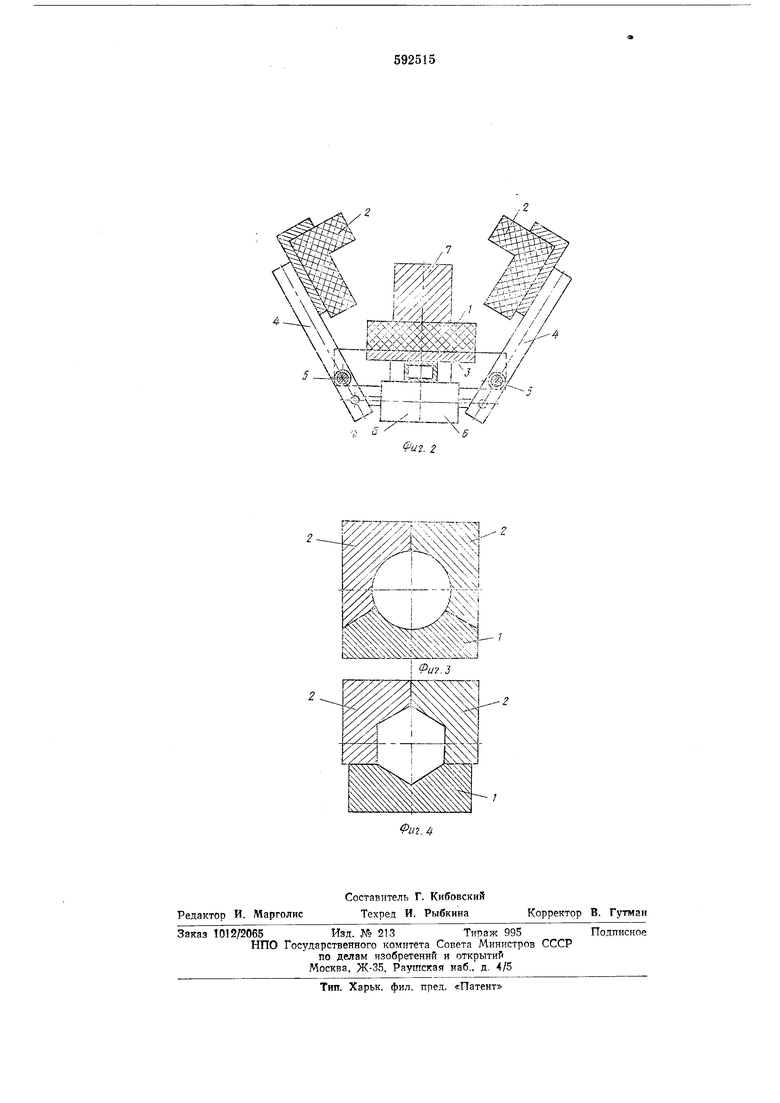
5 отливке, поперечное сечение; на фиг. 2 - то же, в раскрытом состоянии после затвердевания заготовки; на фиг. 3 и 4 - графитовые секции в формах, предназначенных для отливки круглых и щестигранных заготовок,
0 поперечные сечения.
Каждая форма содержит три секции: неподвижную донную секцию / и две подвижные боковые секции 2. Секция ./ укреплена на раме 5 основания формы, а боковые секции 2 подвешены к рамам 4, которые могут вращаться вокруг осей 5 под действием гидравлических цилиндров 6. Плоскости стыковки графитовых секций расположены ниже горизонтальной плоскости симметрии формы. Направление плоскостей стыковки секций в формах, предназначенных для отливки заготовок любого сечения, выбирается таким образом, чтобы графитовые секции не имели острых углов в местах пересечения плоскости стыковки и рабочей поверхности формы. Благодаря этому значительно уменьшается вероятность механических повреждений секций.
Форма работает следующим образом. На рабочие поверхности секций формы, находящейся в раскрытом состоянии, наносится слой защитной краски. Затем боковые секции 2 смыкаются, образуя вместе с донной секцией / рабочую полость формы.
В форму через литниковый калал подается под регулируемым давлением металл. После затвердевания отлитой заготовки боковые секции 2 размыкаются, и отлитая заготовка 7 оказывается свободно лежащей на донной секции /. После удаления отлитой заготовки краном рабочая поверхность графитовых секций очищается от старой краски, покрывается новой краской, и форма готова для отливки следующей заготовки.
Такая конструкция формы обладает, по сравнению с известными, тем преимуществом, что позволяет отливать заготовки с формой поперечного сечения в виде прямоугольника, многоугольника или круга, позволяет легко осуществлять пересторожку графита рабочей поверхности формы по мере его износа без изменения размеров ее полости, обеспечивает хорощие условия для службы секций и позволяет легко извлекать отлитую заготовку.
Формула изобретения
Форма для литья заготовок под регулируемым давлением, состоящая из донной боковых графитовых секций, смонтированных на рамах, отличающаяся тем, что, с целью улучшения условий службы секций и
удобства удаления полученных заготовок, нижняя секция закреплена на раме неподвижно, а боковые установлены с возможностью поворота вокруг осей, параллельных продольной оси формы и смещенных в стороны от вертикальной плоскости симметрии ее, причем линии разъема между донной и боковыми секциями расположены ниже горизонтальной плоскости симметрии отливаемых заготовок.
Источник информации, принятый во внимание при экспертизе:
i/44 ,
J
I |-Утгллд| .
М(
- ,.
П ///
ev-H-MJ-L/x
Wv4- -. - i VxVT i L /,ч J V,/
