1
Изобретение относится к области обработки оптических изделий и может быть использовано при шлифовании и полировании сферических поверхностей.
В известных устройствах для притирки сферических поверхностей шпиндель изделия закреилен на станине, а каретка со шпинделем инструмента установлена с возможностью перемешения его оси по конической поверхности с вершиной, которая совпадает с центром обрабатываемой сферы 1. Поскольку ось конической поверхности совиадает с осью изделия, и относительные скорости в кольцевых зонах изделия неравны, эти устройства не обеспечивают высокой точности обработки.
Целью изобретения является повышение точности обработки.
Для этого станок снабжен дополнительным элементом подвижной связи каретки со станиной, выполненным в виде шарнира Гука, осн качания которого закреплены на станине и каретке, нри этом каретка установлена на станине с возможностью изменения углового положения шпинделя инструмента.
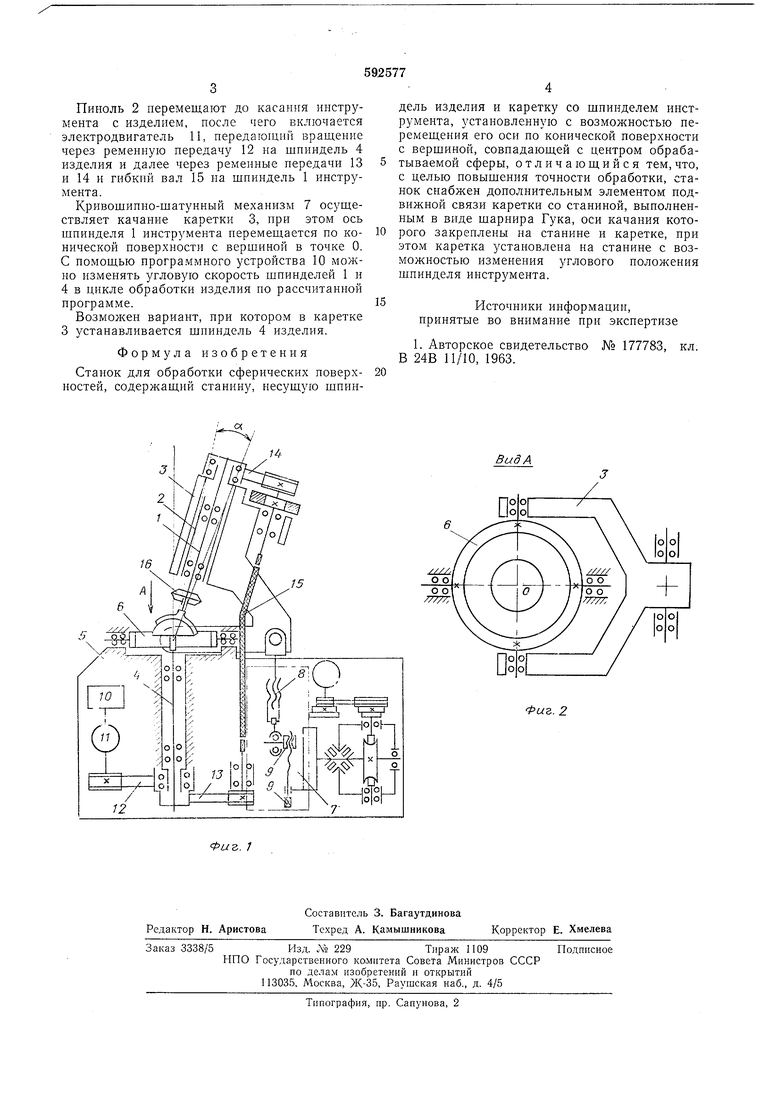
Па фиг. 1 изображена кинематическая схема станка; на фиг. 2 - вид но стрелке Л на фиг. 1.
Станок включает шииндель 1 инструмента, закрепленный в нииоли 2 на каретке 3, и шпиндель 4 изделия, смонтированный в станнне 5. Каретка 3 связана со станнной 5 элементом нодвил ной связн 6, выполненным в виде шарнира Гука, оси качания шарниразакренлены на станине и каретке, а центр иересечений осей (точка О) совпадает с центром обрабатываемой сферы. Для качания каретки 3 использовап кривошипно-шатуниый мехаханизм 7, содержаший шатун 8 переменной длины и кривошип 9, вынолненный в виде винтовой нары.
С иомошью кривошипа 9 устанавливается угол при вершине конической новерхности (а), описываемой осью шпинделя в процессе обработки. Шатун 8 служит для изменения углового ноложения шпинделя 1 инструмента. Шниидель 4 изделия установлен с возможностью врашения от связанного с программным устройством 10 электродвигателя 11 через ременную нередачу 12. Шпиндель 4 изделия и шниидель I инструмента кинематически связаны между собой носредством ременных нередач 13, 14 и гибкого вала 15. Прижатие ииструмента к изделию обеспечивает иневмокамера 16.
Станок работает следуюшим образом.
Поворотом каретки 3 за счет изменения длины шатуна 8 устанавливают необходимый угол между осямн шпинделя инструмента н шпинделя изделия. Регулированием длины кривошипа 9 настранвают угол а.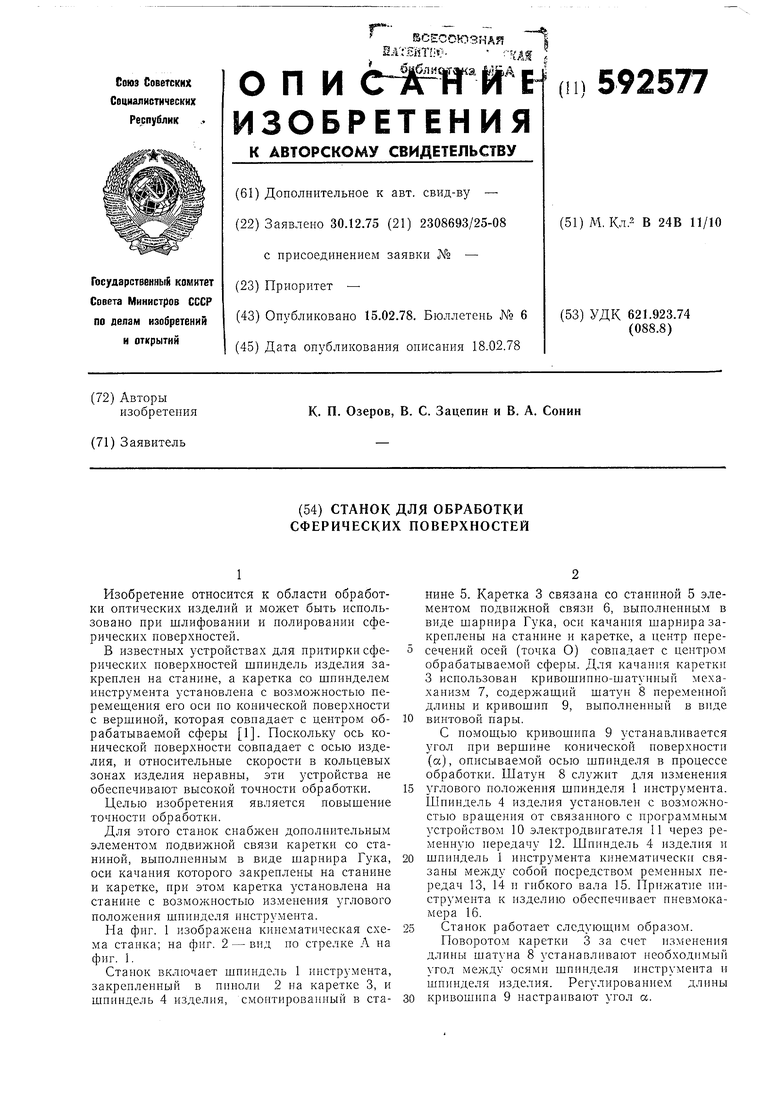
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки сферических поверхностей | 1982 |
|
SU1047665A1 |
| Станок для обработки сферических поверхностей | 1980 |
|
SU889394A1 |
| Станок для обработки сферических поверхностей | 1980 |
|
SU906673A1 |
| Станок для обработки сферических поверхностей | 1986 |
|
SU1324828A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1993 |
|
RU2038198C1 |
| Станок для шлифования и полирования оптических деталей | 1987 |
|
SU1449327A1 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Обдирочно-шлифовальный станок | 1986 |
|
SU1431917A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
