1
Изобретение относится к устройствам для автомагической раскатки, стыковки и наложения узких полос ИЛИ лент и может найти широкое применение в шинной промышленности, в частности нри изготовлении покрышек пневматических шин.
Известен механизм стыковки концов ленточного материала к устройству для его намотки, содержаш,ий датчик, прессуюш,ую губку, прижим конца расходуемого материала и средство для регулирования его отвода .
Недостатки известного механизма в том, что он не дает необходимой точности величины перекрытия кромок ленты на стыке и точности ИХ центрирования, ведет к некоторым потерям ленты.
Для повышения точности стыковки концов ленточного материала в предлагаемом устройстве средство регулирования отвода конца расходуемого материала представляет собой систему параллельно расположенных роликов, два ИЗ которых смонтированы один над другим с возможностью контактирования, при этом верхний ролик подпружинен, а нижний ролик связан с приводом устройства.
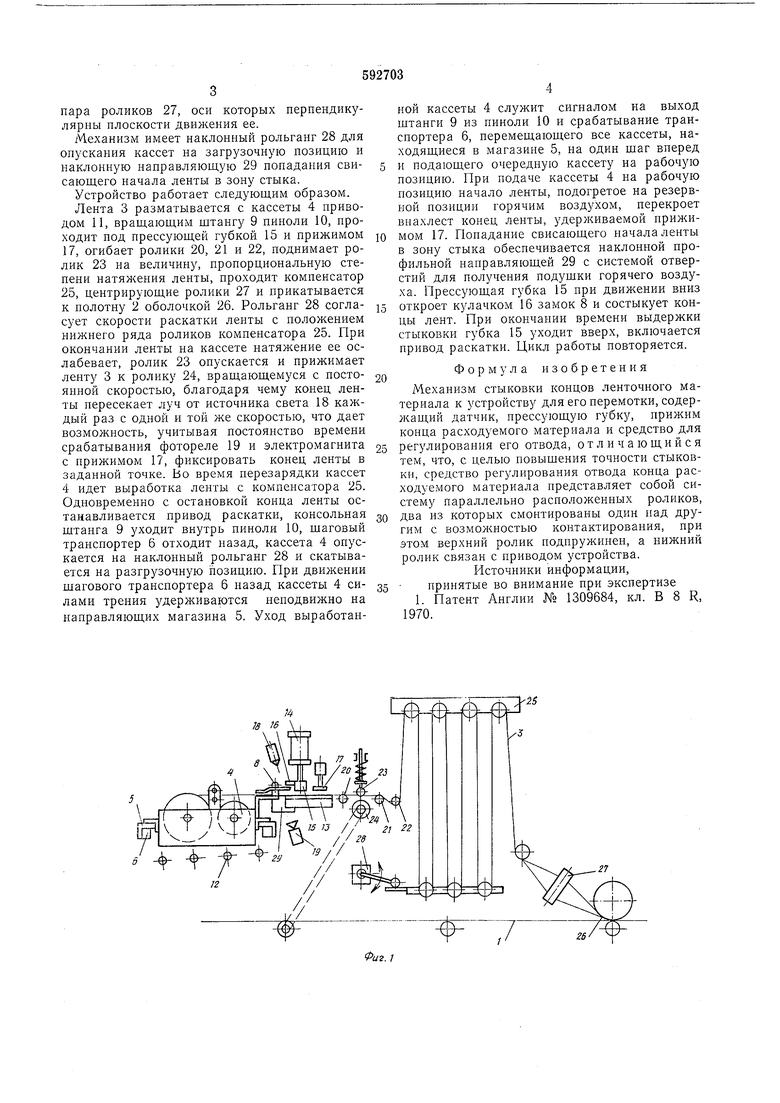
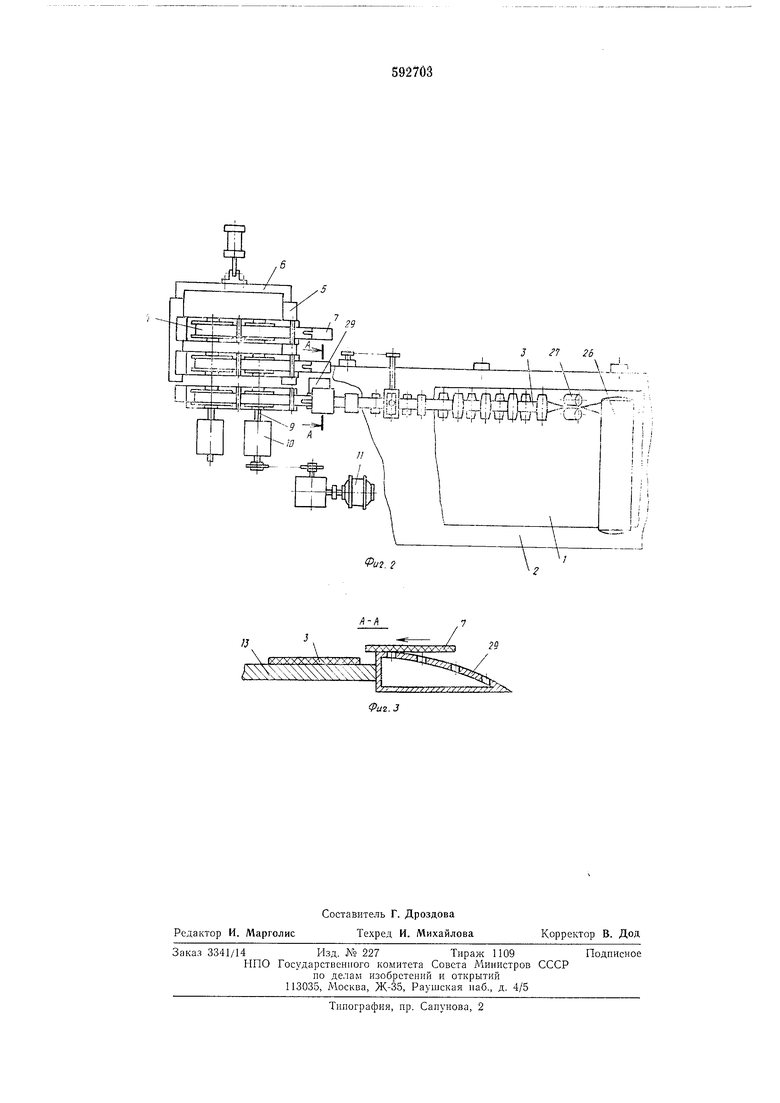
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А фиг. 2.
Механизм стыковки концов ленточного материала смонтирован над глазным транспортером 1, по которому движется полотно 2 с лентой 3. Кассеты 4 с лентой 3 устанавливаются на направляюш.ие загрузочного магазина 5 с шаговым транспортером 6. Начало 7 ленты выступает за торец кронштейна кассеты 4 па величину, обусловленную расстоянием до ПОЗИЦИИ СТЫКОВКИ, И фиксируется замком 8. Выдвижная штанга 9 пиноли 10 имеет привод 11. Наклонный рольганг 12 соединяет загрузочный магазин с накопителем для пустых кассет (па чертеже не ноказан). На плите 13 размеш ен пневмоцилиндр 14, па штоке которого закреплена прессуюш,ая губка 15 с кулачком 16.
Механизм также содержит электромагнит с прижимом 17 конца расходуемого материала на штоке, источник света 18, фотореле 19 и средство для регулирования отвода конца расходуемого материала, представляюш,ее собой систему параллельно расположенных роликов 20, 21, 22, 23, 24. Ролик 23 подпружинеп И расположен над роликом 24 с возможностью контактирования. Ролик 24 связан с приводом трапспортера 11. Направляюш,ие ролики 20, 21 И 22 и ролики петлевого компенсатора 25 для улучшения центрирования ленты имеют бочкообразный профиль. Резинокордная цилиндрическая оболочка 26 поддута сжатым воздухом. Перед оболочкой 26 установлена с зазором, равным калибру ленты, пара роликов 27, оси которых перпендикулярны плоскости движения ее. Механизм имеет наклонный рольганг 28 для опускания кассет на загрузочную позицию и наклонную направляющую 29 нопадания свисающего начала ленты в зону стыка. Устройство работает следующим образом. Лента 3 разматывается с кассеты 4 нриводом И, вращающим штангу 9 пинолн 10, проходит под прессующей губкой 15 и прижимом 17, огибает ролики 20, 21 и 22, поднимает ролик 23 на величину, пропорциональную степени натяжения ленты, проходнт компенсатор 25, центрирующие ролики 27 и прикатывается к полотну 2 оболочкой 26. Рольганг 28 согласует скорости раскатки ленты с положением нижнего ряда роликов компенсатора 25. При окончании ленты на кассете натял.ение ее ослабевает, ролик 23 опускается и прижимает ленту 3 к ролику 24, вращающемуся с постоянной скоростью, благодаря чему конец ленты пересекает луч от источника света 18 каждый раз с одной и той же скоростью, что дает возможность, учитывая постоянство времени срабатывания фотореле 19 и электромагнита с прижимом 17, фиксировать конец ленты в заданной точке. Во время перезарядки кассет 4 идет выработка ленты с компенсатора 25. Одновременно с остановкой конца ленты останавливается привод раскатки, консольная штанга 9 уходит внутрь ниноли 10, шаговый транспортер 6 отходит назад, кассета 4 опускается на наклонный рольганг 28 и скатывается на разгрузочную позицию. При движении шагового транспортера 6 назад кассеты 4 силами трения удерживаются неподвижно на направляющих магазина 5. Уход выработанной кассеты 4 служит сигналом на выход штанги 9 из пиноли 10 и срабатывание транспортера 6, перемещающего все кассеты, находящиеся в магазине 5, на один щаг вперед и подающего очередную кассету на рабочую позицию. При подаче кассеты 4 на рабочую позицию начало ленты, подогретое на резервной позиции горячим воздухом, перекроет внахлест конец ленты, удерживаемой прил имом 17. Попадание свисающего начала ленты в зону стыка обеспечивается наклонной профильной направляющей 29 с системой отверстий для получения подушки горячего воздуха. Прессующая губка 15 при движении вниз откроет кулачком 16 замок 8 и состыкует концы лент. При окончании времени выдержки стыковки губка 15 уходит вверх, включается привод раскатки. Цикл работы повторяется. Формула изобретения Механизм стыковки концов ленточного материала к устройству для его перемотки, содержащий датчик, прессующую губку, прижим конца расходуемого материала и средство для регулирования его отвода, отличающийся тем, что, с целью повыщения точности стыковки, средство регулирования отвода конца расходуемого материала представляет собой систему параллельно расположенных роликов, два из которых смонтированы один над другим с возможностью контактирования, при этом верхний ролик подпружинен, а нижний ролик связан с приводом устройства. Псточники информации, принятые во внимание при экспертизе 1. Патент Англии № 1309684, кл. В 8 R, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1987 |
|
SU1452707A2 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| Разгрузочное устройство | 1989 |
|
SU1713774A1 |
| Устройство для формования заготовок тестовых изделий с начинкой | 1985 |
|
SU1349747A1 |
| Устройство для формирования настилов полотен рулонного материала и подачи их к вырубному прессу | 1983 |
|
SU1125178A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1974 |
|
SU514733A1 |
| Устройство для питания сборочного станка материалами | 1987 |
|
SU1419913A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
Ь ЙИнЬ-Ь1да
. -i--Tii I -rrr- ,- ,,.--- : K-J ; : i--,-TiN
J /7 2o
cb1
;:р- 1 -глГц -цтфцтг.
iir-v i;). j /
