(54) ПРИВОД БАРАБАНА СБОРОЧНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| Привод к станку для сборки покрышек пневматических шин | 1979 |
|
SU927548A1 |
| Устройство для складывания и раскрытия сборочного барабана | 1990 |
|
SU1736735A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| ПРИВОД К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2153418C1 |
| Устройство для складывания и раскрытия сборочного барабана | 1990 |
|
SU1759652A2 |
| Механизм фиксации сборочного барабана при его повороте на один оборот | 1981 |
|
SU1050876A1 |
| Устройство для складывания и раскрытия сборочного барабана | 1981 |
|
SU1006266A1 |
| Устройство для сборки покрышек пневматических шин | 1990 |
|
SU1713832A1 |
| Устройство для изготовления браслетов покрышек пневматических шин | 1977 |
|
SU700055A3 |
Изобретение относится к оборудованию шииной промышленности, а именно к бар.абанам для сборки покрышек пневматических шин. Известен привод барабана сборочного станка, состоящий из центрального вала и продольно перемещаемой полой трубы, взаимодействующей с тормозным устройством 1. В заторможенном состоянии трубы и при вращении вала происходит аксиальное перемещение фланцев формующего барабана. Этот привод применяется на оборочных станках, оснащенных мягкими барабанами с эластичной диафрагмой, с раскрытием их за счет сжатого воздуха, и не может применяться для жестких формующих барабанов. Наиболее близок к изобретению привод барабана сборочного станка, содержащий смонтированную на станине с возможностью вращения полую трубу с тормозной муфтой и установленный в полой трубе аксиальный вал с закрепленной на нем соединительной муфтой, взаимодействуюи1ей с полой трубой, и привод для вращения аксиального вала |2). Однако такой 1гривод осуществляет лишь передачу крутящего момента (вращеиия) через внутренний вал на вал сборочного барабана для его раскрытия млн складывания и через полый вал для вращения барабана при сборке покрыщек и не обеспечивает точного раскрытия барабана на определенный диаметр из-за разнащиваемости сборочного барабана под действием инерционных сил при его вращении. Кроме того, известный привод не обеспечивает управление перемещениями вспомогательных механизмов сборочного станка для осуществления тех или иных сборочных операций. Эти перемещения осуществляются с пульта управления сборочного станка и занимают значительное время. Цель изобретения - обеспечение точного раскрытия барабана на определенный диаметр и управление перемещениями вспомогательных механизмов сборочного станка. Указанная цель достигается тем, что привод снабжен закрепленными на полой трубе и на аксиальном-валу П1естернямн и дифференциальным механизмом, выполненным в виде резьбового вала с жестко закрепленными на пс.м шестернями и установленной с)|)можност(.ю псремещения вдоль него резь б .ший 1айкой с закрепленной на ной гюсредсгвом кронштейна системой кулачков, вза.имолсйствующих с блоком, конечных выключателей, управляющих работой барабана и вспомогательных механизмов сборочного станка, причем одна из шестерен дифференциального механизма взаимодействуете шестерней, закрепленной на полой трубе, а другая - с шестерней, закрепленной на аксиальном валу, а также тем, что одна из шестерен дифференциального механизма снабжена стаканом с продольным пазом, а резьбовая гайка установлена в продольном валу.
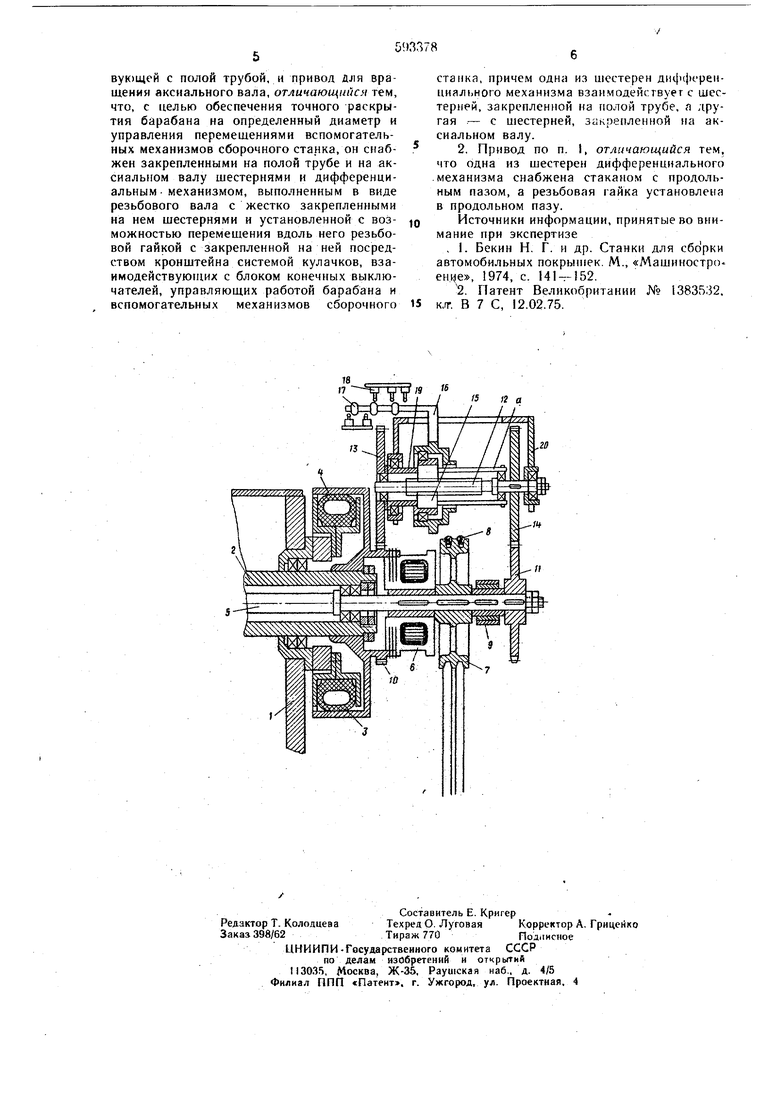
На чертеже изображен предлагаемый при вод, обш,ий вид.
Привод содержит смонтированную на станине I с возможностью вращения полую трубу 2 с тормозной муфтой 3, взаимодействующей с диском 4, установленным на полой трубе 2. Внутри полой трубы 2 установлен аксиальный вал 5 с закрепленной на нем соединительной электромагнитной муфтой 6, взаимодействующей с торцовой частью полой трубы 2 для вращения сборочного барабана (на чертеже не показан), и шкивом 7, соединенным клиноременной передачей 8 с электродвигателем (на чертеже не показан).
При вращении вала 5 относительно заторможенной полой трубы 2 производится складывание или раскрытие секторов сборочного барабана.
Конец вала 5 поддер йивается опорой 9. На полой трубе 2 закреплена шестерня 10, а на валу 5 закреплена шестерня И.
Привод снабжен дифференциальным механизмом, выполненным в виде резьбового вала 12 с жестко закрепленными на нем шестернями 13 и 14 и установленной с возможностью перемещения вдо.ль него резьбовой гайкой 15. На гайке 15 установлен кронштейн 16, соединенный с системой кулачков 17, взаимодействующих с блоком коиечАЪх выключателей 18, управляющих работой барабана и вспомогательных механизмов сборочного станка.
Шестерня 13 взаимодействует с шестерней 10, а шестерня 14 с шестерней 11. Шестерня 13 снабжена стаканом 19 с .продольным пазом а, а резьбовая гайка 15 установлена в этом пазу.
Дифференциальный механизм смонтирован в корпусе 20, жестко закрепленном на станине 1.
Привод работает следующим образом.
После съема собранной , покрышки со станка с пульта управления дается сигнал на раскрытие барабана. При этом выключается муфта 6, затйрмаживает нолую трубу 2 относительно станины 1. Затем муфта 6 выключается и электродвнЕателем через клинорем нную передачу 8 вращают шкив
7, который вращает вал 5 для раскрытия секторов барабана.
При заторможенной полой трубе. 2 заторможена и шестерня 13. При вращении вала 5 вращается шестерня 14, которая в 5 свою очередь вращает резьбовой вал 12. При этом гайка 15 пере.мещается в пазу а стакана 19. Гайка 15 перемещает кронштейн 16 и систему кулачков 17 относительно бло.ка конечных выключателей 18. С блока конечных выключателей 18 поступают команды на перемещение левой станины, левого центра дополнительных барабанов, механизмов обработки борта (на чертеже не показано) в исходные положения.
Перемещение кулачков 17 происходит до 5 одного из конечных выключателей, контролирующего раскрытие барабана до сборочного диаметра. При срабатывании выключателя, контролирующего величину сборочного диаметра, включается электромагнитная муфта 6, выключается тормозная муфта 3, а эл&ктродвигатель переключается на другой режим вращения (например, для наложения слоев корда). Вследствие быстродействия срабатывания электромагнитной муфты 6 при жесткости кинематики всего блока достигается большая точность контроля раскрытия секторов барабана, а по мере износа деталей барабана про изводится настройка кулачков.
Таким образом, осуществляется цикл подготовки станка в целом для наложения деталей покрышки на сборочный барабан.
В момент формования каркаса работа . дифференциального устройства аналогична, при этом срабатывает другая группа конечных выключателей 18, взаимодействующих с соответствующими кулачками 17.
При этом могут осуществляться перемещения прикатчиков, механизмов съема покрышек, механизмов обработки борта в свои исходные положения. При складывании барабана поступление сигналов аналогично. Останов каждого механизма осуществляется своим устройством, расположенным в зоне действия этого механизма.
Таким образом, от нескольких сигналов с пульта управления Станком можно осу5 . ществлять весь процесс изготовления покрышки с высокой производительностью, точностью наложения деталей н длительной стабильностью геометрических параметров сборочного барабана.
Формула изобретения
Привод барабана сборочного станка, содержащий смонтированную на станине с возможиостью вращения полую трубу с тормозной муфтой я установленный в полей трубе аксиальный вал с закрепленной на нем соелннительной муфтой, взаимодействующей с полой трубой, н привод для вращения аксиального вала, отличающийся тем, что, с целью обеспечения точного раскрытия барабана на определенный диаметр и управления перемещениями вспомогательных механизмов сборочного станка, он снабжен закрепленными на полой трубе и на аксиальном валу щестернями и дифференциальным-механизмом, выполненным в виде резьбового вала с жестко закрепленными на нем щестернями и установленной с возможностью перемещения вдоль него резьбовой гайкой с закрепленной на ней посредством кронщтейна системой кулачков, взаимодействуюншх с блоком конечных выключателей, управляющих работой барабана и вспомогательных механизмов сборочного
стайка, причем одна из шестерен ди фсренциального механизма взаимодействует с шестерней, закрепленной на полой трубе, п другая - с шестерней, закрепленной нл аксиальном валу.
Источники информации, принятые во внимание при экспертизе
. 1. Бекин Н. Г. и др. Станки для сборки автомобильных покрьмнек. М., «Машиностроение, 1974, с. 141 -152.
