(54) УСТРОЙСТВО ДЛЯ ФОРМОВКИ ПОЛЫХ ФЛАНЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗ ТРУБЧАТЫХ ЗАГОТОВОК ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ЖЕСТКОСТИ В ВИДЕ ВЫВОРОТОВ | 2015 |
|
RU2619007C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU343420A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1988 |
|
SU1602595A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
Изобретение относится к обработке металлов давлением, а именно к обработке труб, в частности к устройствам для формовки фланцев на трубных изделиях.
Известно устройство для. получения фланцев на трубных изделиях, содержащее пуансон, установленный в основании с возможностью вращения, и матрицу, установленную неподвижно 1J. Однако известное устройство не позволяет получать полых фланцев.
Известно устройство для получения полых фланцев на трубных изделиях, содержащее пуансон-оправку и матрицу, смонтированные в основаниях. При этом матрица установлена в основании с возможность10 вращения относительно пуансона-оправки и устанавливаемой на ней заготовки 2.- Кроме того, на матрице выполнена концентричная канавка, имеющая форму полутора, воспроизводящая наружный контур фланца. Это устройство позволяет получать полые фланцы отбортовкой с наружным выворотом, но не позволяет получать существенно утоненные фланцы по отношению к исходной толщине стенки трубы. Для получения таких фланцев необходимо прибегать к дальнейщей .механической обработке,
что увеличивает трудоемкость изготовления -изделий.
Целью изобретения является расширение технологических возможностей и сокращение трудоемкости процесса изготовления изделий.
Достигается это тем, что матрица выполнена составной, содержащей центральный упор, жестко закрепленный в основании, и периферийные секторы, установленные концентрично упору с возможностью радиального и осевого перемещения.
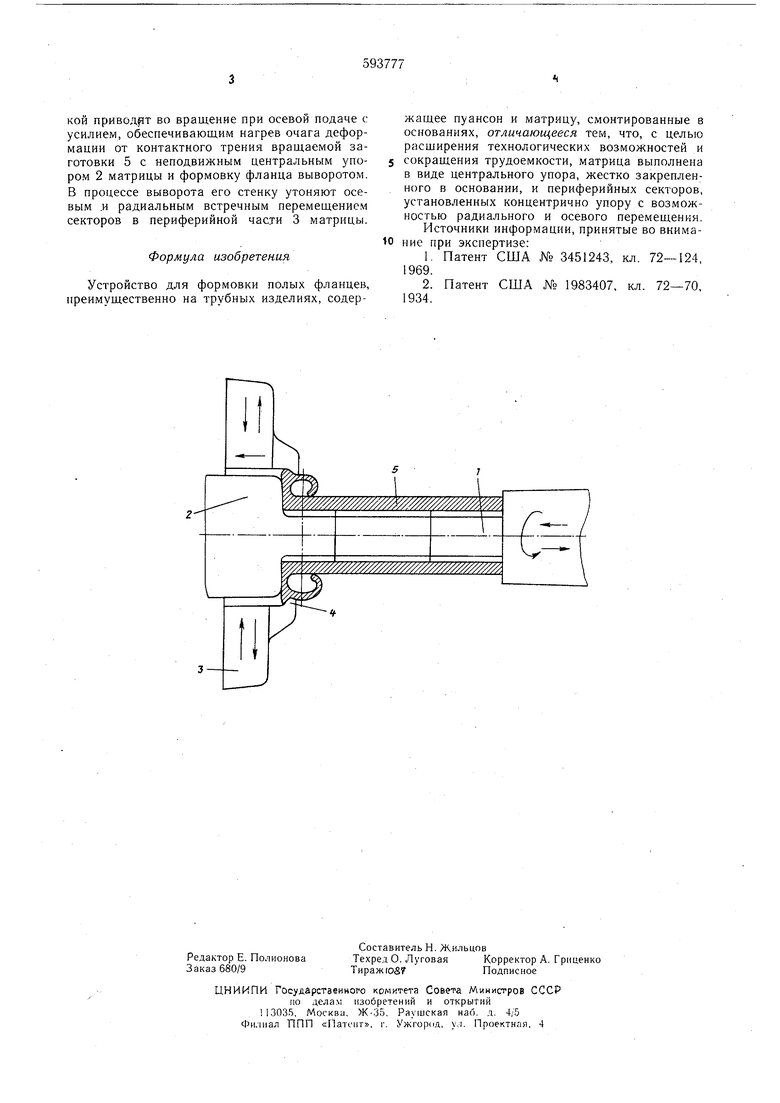
На чертеже схематично показано устройство для фор.адовки полого фланца, общий вид.
Устройство содержит пуансон-оправку 1, установленную в основании (не показано), .матрицу, состояплую из центрального жестко установленного в основании центрального упора 2 и периферийной части 3 в виде секторов, установленных концентрично центральному упору 2 с возможностью осевого и радиального пере.мещения. При этом секторы периферийной-части матрицы снабжены формовочными выступами 4 Работает устройство следуюнхим образом Трубную заготовку 5 устанавливают на пуансон-оправку 1, подводят к центральному упору 2 матрицы. Зате.м пуансон-оправку с заготовкой приводит во вращение при осевой подаче с усилием, обеспечивающим нагрев очага деформации от контактного трения вращаемой заготовки 5 с неподвижным центральным упором 2 матрицы и формовку фланца выворотом. В процессе выворота его стенку утоняют осевым .и радиальным встречным перемещением секторов в периферийной части 3 матрицы.
Формула изобретения
Устройство для формовки полых фланцев, преимущественно на трубных изделиях, содержащее пуансон и матрицу, смонтированные в основаниях, отличающееся тем, что, с целью расширения технологических возможностей и сокращения трудоемкости, матрица выполнена в виде центрального упора, жестко закрепленного в основании, и периферийных секторов, установленных концентрично упору с возможностью радиального и осевого перемещения. Источники информации, принятые во внимание при экспертизе:
