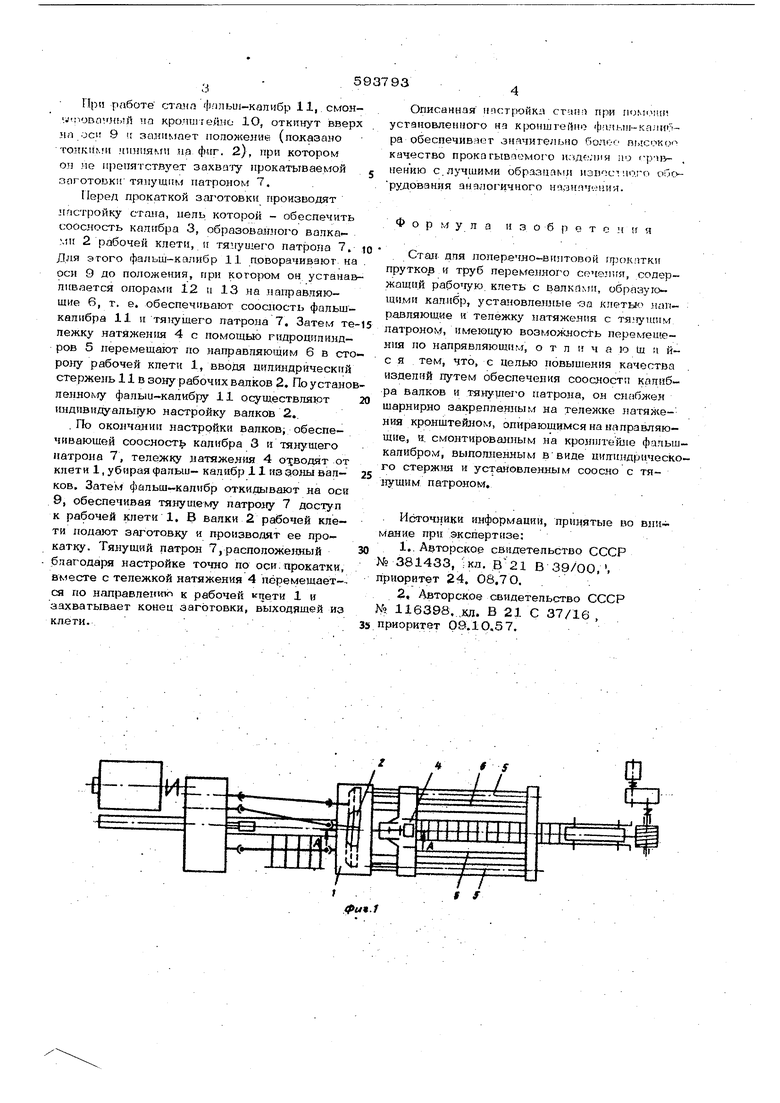
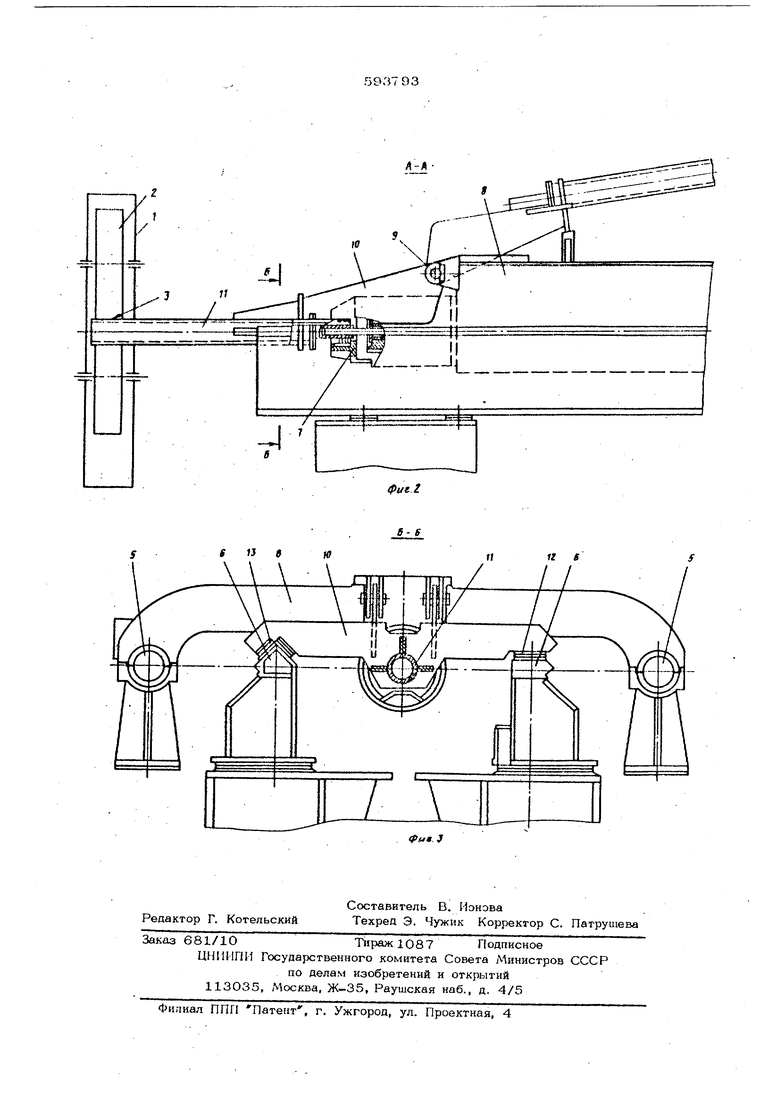
При работе станл фгпшш-калчбр il,.cNfOH..чровп. па кролш гей-но Ю, откинут вверх .на Jci 9 t занимает положение (показано To.HKiiNH пиниями на . 2), при котором он не ирепятствзет захвату прокатываемой зоготоккп тянущим патроном 7. Перед прокаткой загютовкн производят нпстройку , цель которой - обеспечить соосность калибра 3, образованного валка МП 2 рабочей клети, тянущего патрона 7. этого фальш-калйбр 11 поворачивают на оси 9 до положения, при котором он устанав ливается опорами 12 11 13 на направляющие 6, т. е. обеспечивают соосность фальшкалнбра 11 II тянущего патрона 7. Затем те лежку натяжения 4 с помощью гндроцилизш- ров 5 перемещают по направляющим 6 в сто рону рабочей клети 1, вводя цилиндрический стерже}1Ь 11 в зону рабочих валков 2. По установ ленному фальш-калибру 11 осуществляют индивидуапы1ую настройку валков 2.. .По окончани настройки валков; обеспечивающей соосность калибра 3 и тянущего патрона 7, тележку натяжежш 4 отводят от клети 1, убирая фалыи- калибр 11 из зоны валков. Затем фальш-калибр откидывают на оси 9, обеспечивая тянущему патрону 7 доступ к рабочей кпети 1, В валки 2 рабочей клети подают заготовку и производят ее прокатку. Тя 1ущий патрон 7, расположенный бпагодаря настройке точно по оси:прокатки, вместе с тележкой натяжения 4 перемещает-, ся по направлен - к рабочей кпети 1 и захватывает конец Заготовки, выходящей из клети. Описанная постройка стана при iioMi.vuii установленного на кроишгеЯмо ).ь)11.калцпра обеспечивает значительно болоо (.о качество прокагывпсмого и.чдыия ;io fpui- , нению с.лучшими образцаьп Maisocv.io.ro oGc рудования ана.;югичного нлзнпч«иия. Фор м у л а и 3 о б р е т с н г я Стан для поперечно-винтовой прокатки прутков и труб пероме.нного сечелия, содержащий рабочую, клеть с валками, обрааующи.ми калибр, у станов ле.ш1ые -за клетыо .паправляющие и тележку натяжения с TB.iiyiiiUM патроном, имеющую возможность перемещения по напрявляющим, о г п i ч а ю щ а йс я тем, что, с целью повыщения качества изделий путем обеспечения соосностп калибра валков и тя 1уше1Ю патрона, он снабжен щарнирно аакрепле.нным на тележке натяжения кронштейном, опирающимся на направляющие, и. смонтированным на кронштейне фалыикалибром, выпол.ненным ввиде цилиндрического стержня и установленным соосно с тялушим патроном. Источники информации, принятые во внимание при экспертизе: 1.. Авторское свидетельство СССР 331433, :кл, .в21 В 39/00,, риоритет 24, 08.7О. 2. Авторское свидетельство СССР 116398, ,кл. В 21 С 37/16 , приоритет 09.10.57,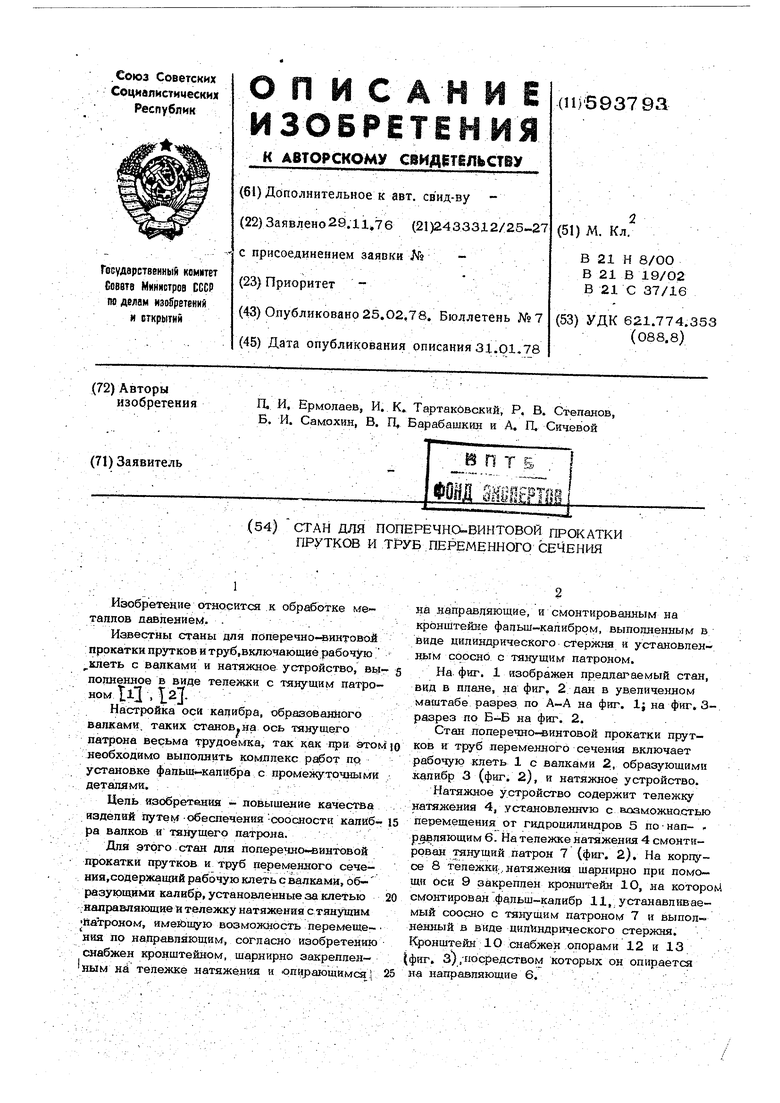
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| Стан для производства фасонных профилей и способ настройки клетей стана | 1984 |
|
SU1235560A1 |
| Зажимной патрон стана периодической прокатки | 1977 |
|
SU716656A1 |
| Стан для прокатки круглых профилей переменного диаметра | 1987 |
|
SU1507473A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| УСТАНОВКА ДЛЯ ПРОКАТКИ ТОНКОЙ ЛЕНТЫ | 2010 |
|
RU2427435C1 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| Стан для прокатки периодических профилей | 1990 |
|
SU1722631A1 |
::1/ . г
