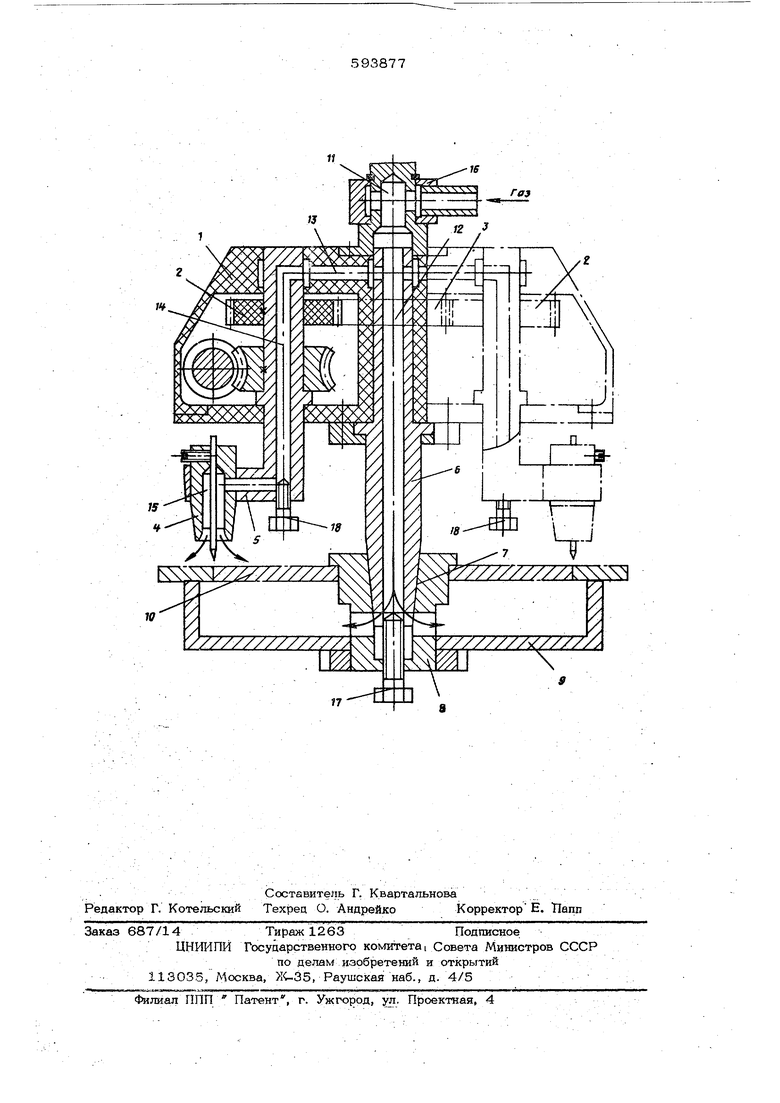
(54) МНОГОЭЛЕКТРОДНАЯ СВАРОЧНАЯ ГОЛОВКА ДЛЯ СВАРКИ КРУГОВЫХ ШВОВ ногр центрирующего устройства, в устало-BOHHbw центрирующем устройстве и корпусе головки выполнены соосные и сообщающие ся каналы для подвода защитного газа, а полость газозащитного ксмсуха сообщена с каналом установочного центрирующего устрой. ства. .. На чертеже изображена предлагаемая . сварочная головка, разрез. Многоэлектродная сварочная головка для сварки круговых швов включает корпус 1, в которюм установлены зубчатые колеса 2, свя занйые между .собой при помощи. центрального зубчатого колеса 3, .причем все зубча- , тые пары имеют одинаковые передаточные числа; Электройодержатели 4 установлены на консольных кронштейнах 5.. В сварочную головку входит установочное центрирующее устройство 6 с посадочным конусом 7, уст навливаемым в оправке 8 газозащитного кожуха 9, предварительно закрепляемой на свариваемом изделии 10 в отверстии привариваемой детали.. В корпусе головки и цeнтpиpyющe vf устройстве выполнены каналы 11, 12, по KUторым подается газ в газозашитньтй кожух 9 для защиты корня свариваемого щва, а для зашиты лицевой стороны свариваемого стыка газ подается по каналам 13, 14 и 15, выполненным в корпусе и цругях- элементах конструкции головки. Подача газа от баллона осуществпяетря -через коллекторный газопровод 16. Регулирование подачи зашигнрго газа к корню, свариваемо. го щва осуществляется дроссельным винтом 17, а регулирование подачи Газа для защит лицевой стороны стыка - дроссельным винтомIS. При отрегулированной подаче газа для дсуществления защиты стыка при сварке необходимо только открыть кран подачи газа, установленный , например,. на баллоне с защитным газом.. Предлагаемая конструкция сварочной . головки позволяет легко включить защиту свариваемого стыка в общий цикл автоматической сварки кругового соединения (продувка заи1итным газом, включение дуги, сварка, перекрытие щва, заварка кратера). Применение описанной многоэлектродной голрвк для сварки круговых щвов в конструкциях :из активных металлов,, например титановых сплавов, позволяет повысить произво.дительность и улучшить условия TpjTia благодаря упрощению зашиты свариваемого стыка. Кроме того, улучшается внеш1шй вид и уменьшаются вес и габаритные размеры сварочной головки. Формула изобрете.ния Многоэлектродная сварочная головка для сварки круговых щвов по авт. св. № 410903, отличающаяся тем, что, с целью упрощения систем подвода защитного газа к корню свариваемого щва, головка снабжена газозашитным кожухом с оправкой для крепления головки на свариваемом изделии, в которой закреплен посадочный конус установочного центрирующего устройства, в установочном центрирующем устройстве и корпусе головки выполнены соосвые и сробщавэщиеся каналы для подвода защитного газа, а полость газозащитного кожуха сообщена с каналоМ установочного центрирующего устройства. Источники информации принятые во вниание при экспертизе: 1. Авторское свидетельство СССР ( 41О9ОЗ, кл. В 23 К 37/02,1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Устройство для сварки | 1981 |
|
SU1026995A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |