Изобретение относится к конвейерному транспорту, в частности к конструкции напольных пластинчатых конвейеров непрерывного действия, и может использоваться в конвейерах для сборки крупногабаритных изделий.
Известны конвейеры для межоперационного перемещения изделий, предназначенные для крупногабаритных изделий 1.
Однако в известном конвейере кантование изделий возможно только при остановке конвейера, причем привод на кантование осуществляется с помощью дополнительного электродвигателя и червячной передачи с предохранительной муфтой.
Наиболее близким техническим решением к предлагаемому изобретению является конвейер для межоперационного перемещения изделий, включающий цепной бесконечный тяговый орган с закрепленными на нем пластинами, на которых размещены несущие опоры для изделий и механизмы кантования изделий 2.
Однако известный конвейер -предназначен для изделий небольщих габаритов и правильной геометрической формы.
Цель изобретения-.улучшение условий сборки и обеспечение возможности автоматического кантования крупногабаритных изделий без остановки конвейера.
Это достигается тем, что пластины выпо.чнены с отверстиями, в которых размещены штанги, один конец которых имеет палец, а дру1Ч)н соединен с катками, взаимодействующими с
копирными направляющими, которыми снабжен конвейер вдоль трассы в местах кантования изделий, а механизм кантования изделии выполнен в виде шарнирно закрепленного н.. пластине подпружиненного рычага, имеющего на конце вилку для взаимодействия с изделием,
при этом рычаг выполнен с пазом для взаимодействия с пальцем штанги.
Кроме того, для надежной фиксации изделий, вилка рычага может иметь верхний зуб, выполненный в виде подвижного подпружиненного ползуна.
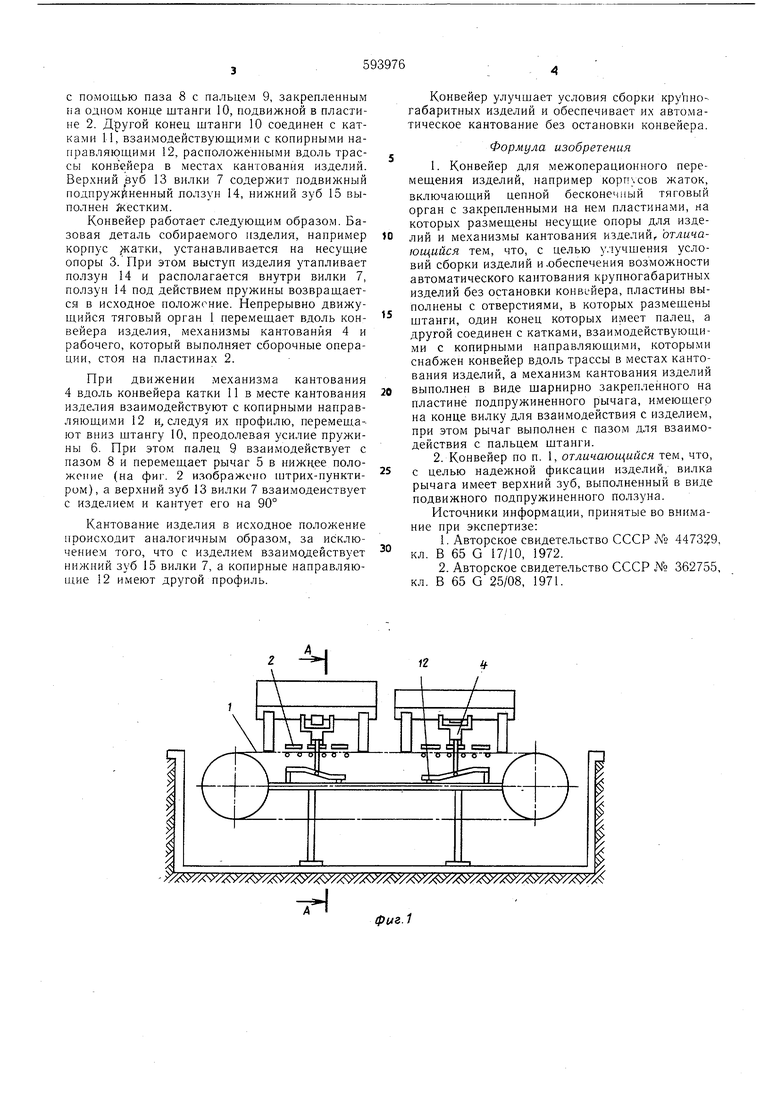
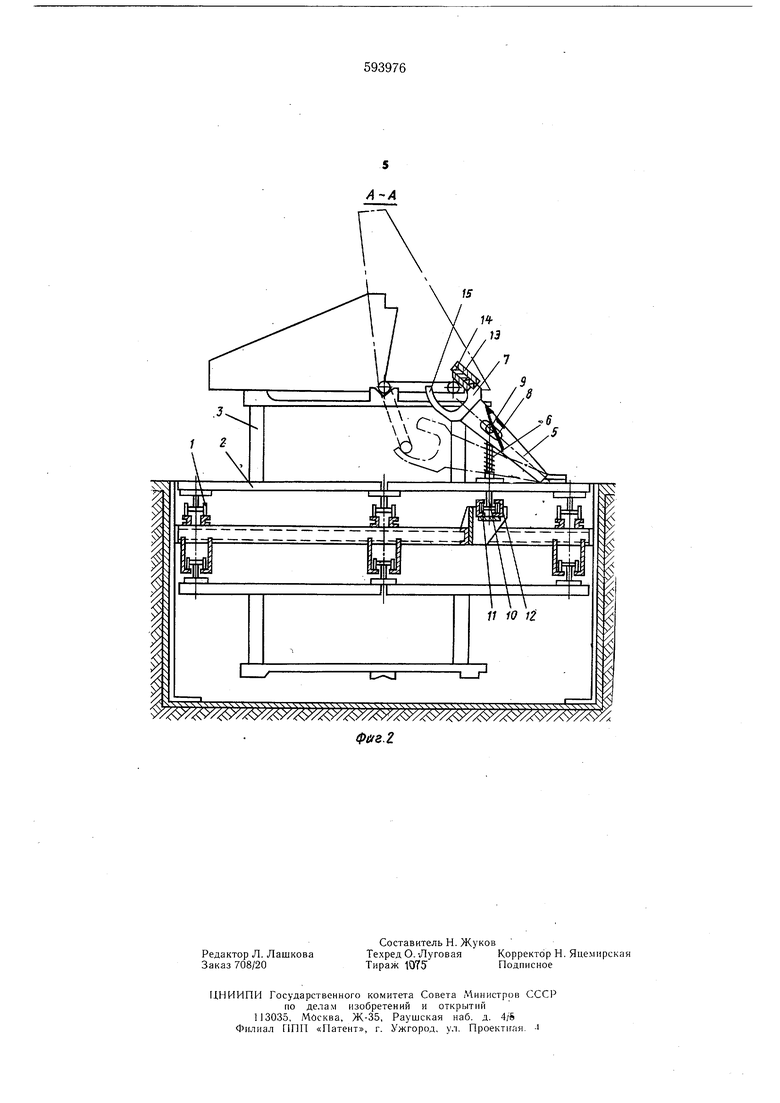
На фиг. 1 изображен конвейер, вид на фиг. 2 - то же, разрез А - А на фиг. 1.
Конвейер имеет бесконечный тяговый opraii 1 с закрепленными на нем пластинами 2. на
которых укреплены несущие onopi.i 3 для изделий и механизмы кантования издел 1Й 4. Механизм кантования изделий 4 выполнен в виде шарнирно закрепленного на пластине 2 рычага 5, удерживаемого в верхнем положении с поМО-щью пружины 6. Рычаг 5 имеет на конце внлку 7 для взаимодействия с изделием и соединен
с помощью паза 8 с пальцем 9, закрепленным на одном конце штанги 10, подвижной в пластине 2. Другой конец штанги 10 соединен с катками 11, взаимодействующими с копирными направляющими 12, расположенными вдоль трассы конвейера в местах кантования изделий. Верхний вуб 13 вилки 7 содержит подвижный подпружиненный ползун 14, нижний зуб 15 выполнен Жестким.
Конвейер работает следующим образом. Базовая деталь собираемого изделия, например корпус атки, устанавливается на несущие опоры 3. При этом выступ изделия утапливает ползун 14 и располагается внутри вилки 7, ползун 14 под действием пружины возвращается в исходное положение. Непрерывно движущийся тяговый орган 1 перемещает вдоль конвейера изделия, механизмы кантования 4 и рабочего, который выполняет сборочные операции, стоя на пластинах 2.
При движении механизма кантования 4 вдоль конвейера катки II в месте кантования изделия взаимодействуют с копирными направляющими 12 исследуя их профилю, перемещают вниз щтангу 10, преодолевая усилие пружины 6. При этом палец 9 взаимодействует с пазом 8 и перемещает рычаг 5 в нижнее положение (на фиг. 2 изображено штрих-пунктиром}, а верхний зуб 13 вилки 7 взаимодействует с изделием и кантует его на 90°
Кантование изделия в исходное положение происходит аналогичным образом, за ис:ключением того, что с изделием взаимодействует нижний зуб 15 вилки 7, а копирные направляющие 12 имеют другой профиль.
Конвейер улучщает условия сборки крупногабаритных изделий и обеспечивает их авто.матическое кантование без остановки конвейера.
Формула изобретения
1.Конвейер для межоперационного перемещения изделий, например корпусов жаток, включающий цепной бесконечный тяговый орган с закрепленными на нем пластинами, на которых размещены несущие опоры для изделий и механизмы кантования изделий, отличающийся тем, что, с целью у. учщения условий сборки изделий и-обеспечения возможности автоматического кантования крупногабаритных изделий без остановки конвейера, пластины выполнены с отверстиями, в которых размещены щтанги, один конец которых имеет палец, а другой соединен с катками, взаимодействующими с копирными направляющими, которыми снабжен конвейер вдоль трассы в местах KHHTOJ вания изделий, а механизм кантования изделий выполнен в виде шарнирно закрепленного на пластине подпружиненного рычага, имеющего на конце вилку для взаимодействия с изделием, при этом рычаг выполнен с пазом для взаимодействия с пальцем щтанги.
2.Конвейер по п. 1, отличающийся тем, что, с целью надежной фиксации изделий, вилка рычага имеет верхний зуб, выполненный в виде подвижного подпружиненного ползуна.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР Л; 447329 кл. В 65 G 17/10, 1972.
2.Авторское свидетельство СССР № 362755 кл. В 65 G 25/08, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения и кантования крупногабаритных изделий | 1987 |
|
SU1459994A1 |
| УСТРОЙСТВО для МЕЖОПЕРАЦИОННОГО ТРАНСПОРТИРОВАНИЯ ГРУ301В | 1972 |
|
SU334785A1 |
| Устройство для сборки многослойных браслетов покрышек пневматических шин | 1974 |
|
SU596477A1 |
| Сборочный конвейер | 1972 |
|
SU477907A1 |
| Конвейер для межоперационного перемещения изделий | 1981 |
|
SU994373A1 |
| Устройство для транспортировки колес | 1977 |
|
SU740638A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2049710C1 |
| Подвесной грузонесущий конвейер | 1986 |
|
SU1330047A1 |
(.
12
фиг. 1 15 Фаг.2 J4 13
