Изобретение относится к машиностроению, в частности к производству устройств для контактной точечной i сварки и может найти применение при изготовлении сварных пространственных арматурньрс каркасов.
Целью изобретения является упрощение конструкции и повышения качества сварки.
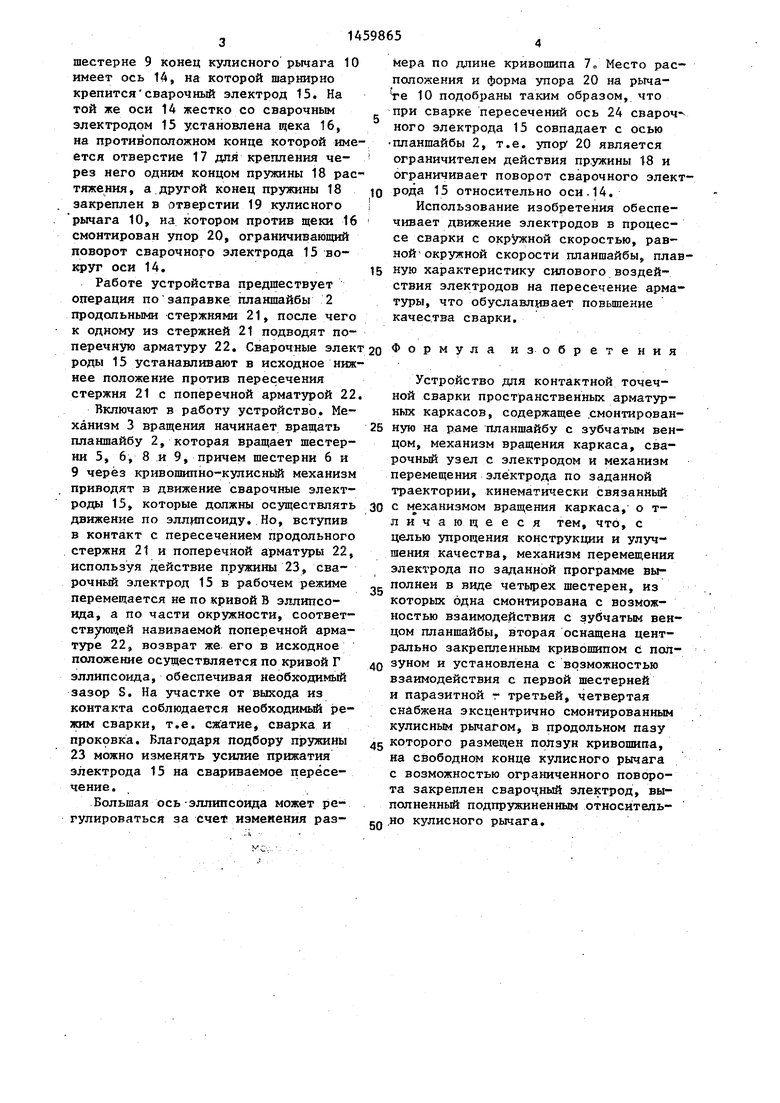
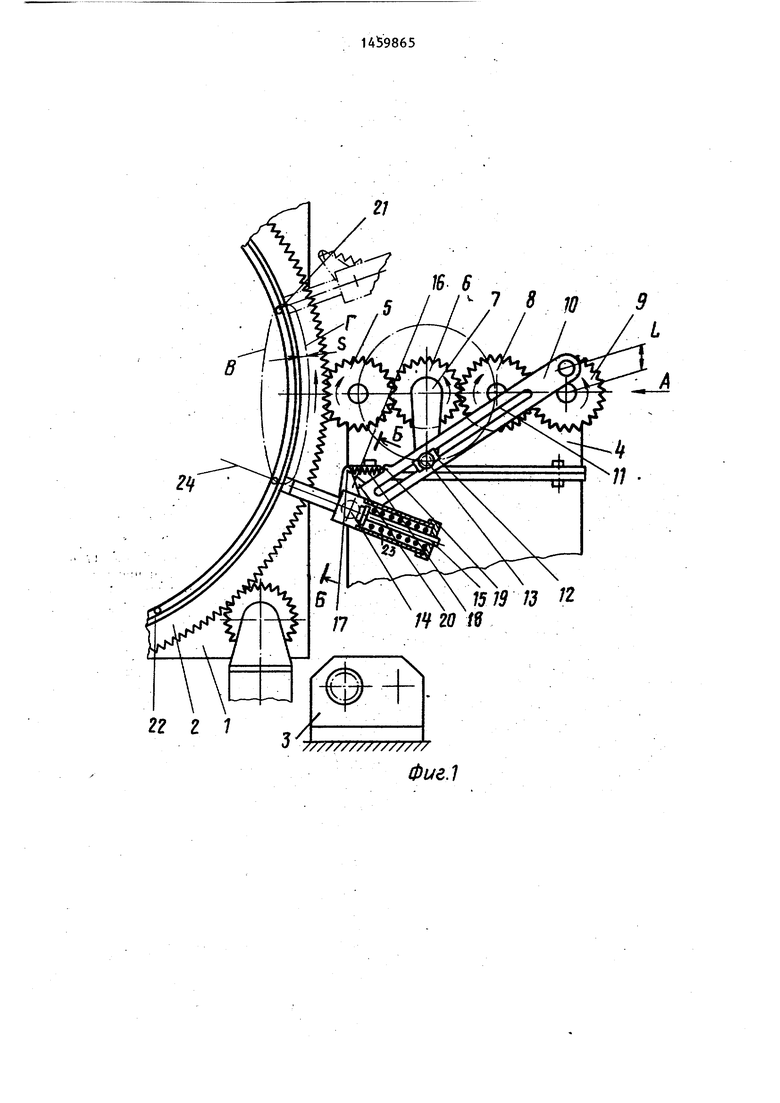
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на Фиг. 1 о
Устройство состоит из смонтированной в раме 1 планшайбы 2, которая через кинематическую передачу
,вязaнa с механизмом 3 вращения каркасов. На основании сварочного узла 4 против зубчатого венца планшайбы 2 в контакте одна с другой установлены четьфе шестерни: контактирующая с венцом планшайбы 2 шестерня 5, шестерня 6с кривошипом 7, паразитная шестерня 8 и шестерня 9, на торце которой с эксцентриситетом L смонтирован палец, связанный с кулисным рычагом 10, 1даеющим продольное отверстие 11 для ползуна 12 кри- . вошипа 7. Длина кривошипа 7 может изменяться с ПОМОР;ЬЮ, например, эксцентриковой оси 13, шарнирно соединенной с ползуном 12, Противоположный
Np
сл
со 00 о сд
1
шестерне 9 конец кулисного рычага имеет ось 14, на которой шарнирно крепится сварочный электрод 15. На той же оси 14 жестко со сварочным электродом 15 установлена щека 16, на противоположном конце которой имется отверстие 17 для крепления через него одним концом пружины 18 ратяжения, а другой конец пружины 18 закреплен в отверстии 19 кулисного рычага 10, на котором против щеки 1 смонтирован упор 20, ограничивающий поворот сварочного электрода 15 вокруг оси 14.
Работе устройства предшествует операция по заправке планшайбы 2 продольными стержнями 21, после чего к одному из стержней 21 подводят поперечную арматуру 22. Сварочные элек роды 15 устанавливают в исходное нижнее положение против пересечения стержня 21 с поперечной арматзфой 22
Включают в работу устройство. Механизм 3 вращения начинает вращать планшайбу 2, которая вращает шестерни 5, 6, 8 и 9, причем шестерни 6 и 9 через кривошипно-кулиснЫй механизм приводят в движение сварочные электроды 15, которые должны осуществлять движение по эллипсоиду. Но, вступив в контакт с пересечением продольного стержня 21 и поперечной арматуры 22, используя действие пружины 23, сварочный электрод 15 в рабочем режиме перемещается не по кривой В эллипсоида, а по части окружности, соответ- ств пощей навиваемой поперечной арматуре 22 возврат же его в исходное положение осуществляется по кривой Г эллипсоида, обеспечивая необходимый зазор S. На участке от выхода из контакта соблюдается необходимый режим сварки, т.е. сжатие, сварка и проковка. Благодаря подбору пружины 23 можно изменять усилие прижатия электрода 15 на свариваемое пересечение.
Большая ось эллипсоида может регулироваться за счет изменения раз
0
5
о Формула
мера по длине кривошипа 7о Место расположения и форма упора 20 на рыча- гe 10 подобраны таким образом, что при сварке пересечений ось 24 свароч ного электрода 15 совпадает с осью планшайбы 2, т.е. упор 20 является ограничителем действия пр.ужины 18 и ограничивает поворот сварочного электрода 15 относительно оси. 14.
Использование изобретения обеспечивает движение электродов в процессе сварки с окружной скоростью, равной окружной скорости планшайбы, плавную характеристику силового воздействия электродов на пересечение арматуры, что обуславливает повышение качества сварки.
и 3 о б р е т е н и
2о Формула
Устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее .смонтирован25 ную на раме планшайбу с зубчатым венцом, механизм вращения каркаса, сва- рочньй узел с электродом и механизм перемещения электрода по заданной траектории, кинематически связанный с механизмом вращения каркаса, о т- личающееся тем, что, с целью упрощения конструкции и улучшения качества, механизм перемещения электрода по заданной программе выполнен в виде четырех шестерен, из которых одна смонтирована с возможностью взаимодействия с зубчатым венцом планшайбы, вторая оснащена центрально закрепленным кривошипом с ползуном и установлена с возможностью взаимодействия с первой шестерней и паразитной г третьей, четвертая снабжена эксцентрично смонтированным кулисным рычагом, в продольном пазу
45 которого размещен ползун кривошипа, на свободном конце кулисного рычага с возможностью ограниченного поворота закреплен свароч.ный электрод, вы- полненньй подпружиненным относйтель30
35
40
50
,но кулисного рычага.
22 г 1
////////////////
15J9 J3 /2 20 id
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Устройство для контактной точечной сварки арматурных каркасов | 1976 |
|
SU590054A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1987 |
|
SU1435734A2 |
| Устройство для точечной сварки пространственных арматурных каркасов | 1980 |
|
SU925583A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
Изобретение относится к машиностроению, в частности к производст вуустройств для контактной точечной сварки, и может найти применение при изготовлении сварных пространственных арматурных каркасов. Цель изобретения - упрощение конструкции и повышение качества сварки. Механизм перемещения электрода 15 выполнен в виде шестерен 5 и 6 с кривошипом 7 и шестерен 8 и 9 с кулисным рычагом 10„ Сварочный электрод 15 шарнирно установлен на свободном конце кулисного рычага 10 и подпружинен относительно него. Механизм 3 вращает планшайбу 2, которая передает вращение шестерням 5, 6, 8 и 9 и через кривошипно-кулисный механизм приводит в движение сварочные электроды 15. Электроды 15 в процессе сварки перемещаются по части окружности навиваемой поперечной арматуры 22, возврат их в исходное положение осуществляется по кривой В. Устройство обеспечивает движение электродов в процессе сварки с окружной скоростью, равной окружной скорости планшайбы, и плавную характеристику силового воздействия электродов на пересечение арматуры. 3 ил. СЛ
Фиг.1
//////////77////77/7//77//777///7777 Фи.1
s-s
15
/
| Затвор сосуда | 1976 |
|
SU593043A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
