(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1973 |
|
SU363561A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1973 |
|
SU503690A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
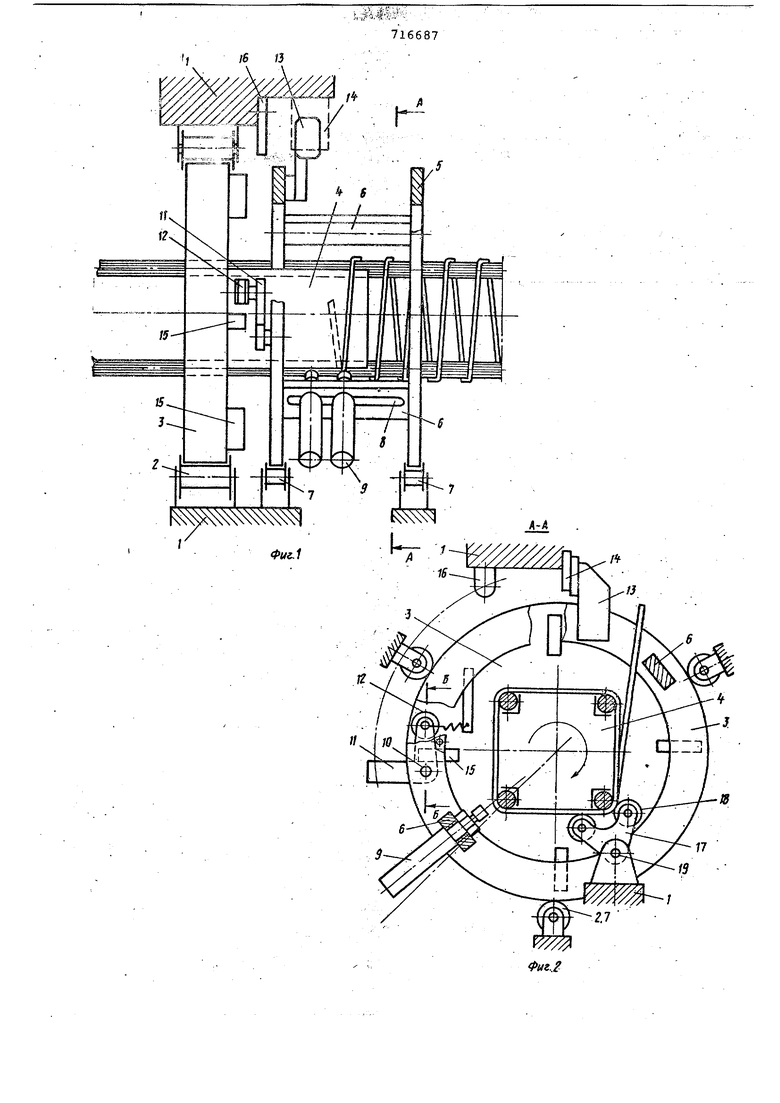
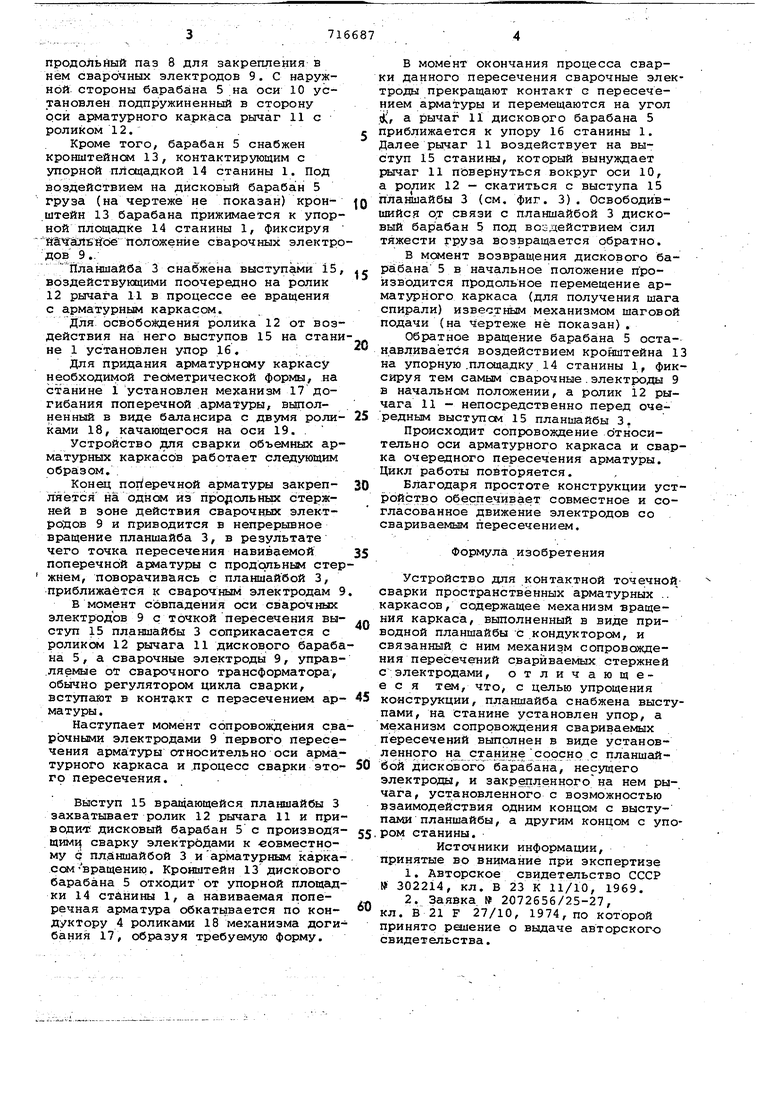
Изобретение относится к произвЬДству арматурных каркасов железобетонных изделий и может быть использовано на заводах сборного желе зобетона. Известно устройство для сварки пространственных арматурных каркасов содержащее механизм вращения каркаса и сварочную ГОЛОВКУ с электрЪдайи/ сопровождающими места пересечений арматуры 1 . Однако известное устройство не обеспечивает необходимое качество сварки из-за недостаточного Cdrip6S5S: дения . пересечений арматуры. Известно устройство для сварки пространственных арматурных каркйсов содержащее механизм вращения каркаса выполненньой в виде приводной планшайбы с кондуктором, и связанный с ним механизм сопровождения перейгёЧёНИИ свариваемых стержней с электродами 2 . Однако известное устройство имеет сложную конструкцию.. Цель изобретения - упрощение Jfdffet рукции. Поставленная цель достигается тем что планшайба снабжена выступами. Ни станине установлен упор, а механиэй сопровождения сваЕГив&ёмь;к пересечений выполнен в .виде установленного на станине собсно с планшайбой дискового барабана, несущего электроды, и закрепленного на нем рычага, установленно о с вОзможностью взаимодействия одним концам с выступами планшайбы, а другим концом с упором станины. На фиг. 1 показано предлагаемое устройство, .общий вид; на фиг. 2 разрез по А-А фиг. 1 (положение сварочных электродов в момент подхода к ним пересечения арматуры) ; tia фиг. 3- момент возвращения электродов в начальное положение при окончании сопровождения ими одного из пересечений арматуры; на фиг. 4 - разрез по Б-Б фиг. 2. Устройство ДЛЯ .сваркой объемных Р матурнь1ХКаркас6°в б6стоит изстанины 1, на которой установлена с помощью роликов 2 планшайба 3 с закрепленным на ней кондуктором 4 для продольной арматуры. Соосно с планшайбой 3 установлендйскОвыЙ барабан 5, пр-едставляющий собой два соединенных штангами 6 диска, опирающихся на роликовые опоры 7 станины 1. Одна из штанг 6 дискового барабана 5 имеет продольный паз 8 для закрепления в нём сварочных электродов 9. С наружной стороны барабана 5 на оси 10 установлен подпружиненный в сторону оси арматурного каркаса рычаг 11 с роликом 12.. Кроме того, барабан 5 снабжен кронштейном 13, контактирующим с упорной площадкой 14 станины 1. Под воздействием на дисковый бараба н 5 груза (на чертеже не показан) кронштейн 13 барабана прижимается к упорной площадке 14 станины 1, фиксируя ШТгШЬйсе положение сварочных электро дрв 9.. Планшайба 3 снабжена выступа1ми 15, воз деист вукхцими поочередно на ролик 12 рычага 11 в процессе ее вращения с арматурньм каркасом. Для освобождения ролика 12 от воздействия на него выступов 15 на стани не 1 установлен упор 16. : Для придания арматурно у каркасу необходимой гесллетрической формы, на станине i установлен механизм 17 догибания поперечной арматуры, вьпюлненный в виде балансира с двумя роликами 18, качающегося на оси 19. . Устройство для сварки объемных арматурных каркасов работает следующим обра:зом. : Конец пог еречной арматуры закреплнется на одном из продольных стержней в зоне действия сварочных электродов 9 и приводится в непрерывное вращение планшайба 3, в результате чего точка пересечения навиваемой поперечной арматуры с продольным стер жнем, поворачиваясь с планшайбой 3, приближается к сварочным электродам 9 в момент совпадения оси сварочных злектродов 9с точкой пересечения выступ 15 планшайбы 3 соприкасается с роликом 12 рычага 11 дискового бараба на 5, а сварочные электроды 9, управ.ляемые от сварочного трансформатора, обычно регулятором цикла сварки, вступают в контакт с пересечением ар матуры. Наступает момент сопровождения сва рочными электродами 9 первого пересе чения арма:туры относительно оси арма турного каркаса и .процесс сварки это го пересечения. Выступ 15 вращающейся планшайбы 3 захватывает ролик 12 рычага 11 и при водит дисковый барабан 5 с производя щими; сварку электродами к совместному р пл.аншайбой 3 и арматурным карка ссялвращению. Кронштейн 13 дискового барабана 5 отходит от упорной площад ки 14 станины 1, а навиваемая поперечная арматура обкатывается по кондуктору 4 роликами 18 механизма логи бания 17, образуя требуемую форму. В момент окончания процесса сварки данного пересечения сварочные электроды прекращают контакт с пересечением арматуры и перемещаются на угол li;, а рычаг И дискового барабана 5 приближается к упору 16 станины 1. Далее рычаг 11 воздействует на выступ 15 станины, который вынуждает рычат 11 повернуться вокруг оси 10, а ролик 12 - скатиться с выступа 15 плашиайбы 3 (см. фиг. 3). Освободившийся о,т связи с планшайбой 3 дисковый барабан 5 под во:2действием сил тяжести груза возвращается обратно. В момент возвращения дискового барабана 5 в начальное положение производится продольное перемещение арматурного каркаса (для получения шага спирали) известшлм механизмом шаговой подачи (на чертеже не показан). Обратное вращение барабана 5 останавдиваётся воздействием кронштейна 13 на упорную .плоцадку 14 станины 1, фиксируя тем самым сварочные.электроды 9 в начальном положении, а ролик 12 рычага 11 - непосредственно перед очередным выступом 15 планшайбы 3. Происходит сопровождение относительно оси арматурного каркаса и сварка очередного пересечения арматуры. Цикл работы пойторяется. Благодаря простоте конструкции устройство обеспечивает совместное и согласованное движение электродов со свариваемым пересечением. Формула изобретения Устройство для контактной точечной/ сварки пространственных арматурных .. каркасов, содержащее механизм вращения каркаса, выполненный в виде приводной планшайбы с кондуктором, и связанный с ним механизм сопровождения пересечений свариваемых стержней с электродами, отличающееся тем, что, с целью упрощения конструкции, планшайба снабжена выступами, на станине установлен упор, а механизм сопровождения свариваемых пересечений выполнен в виде установленного на станине сорснр с планшайёой дискового барабана, несущего электроды, и закрепленногона нем рычага, установленного с возможностью взаимодействия одним концом с выступами планшайбы, а другим концом с упором станины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 302214, кл. В 23 К 11/10, 1969. 2. Заявка № 2072656/25-27, кл. В 21 F 27/10, 1974, по которой принято решение о выдаче авторского свидетельства. mmI Л
n
