1
Изобретение относится к сварке каркасов железобетонных труб, колони и других аналогичных конструкций, изготовление которых производится путем непрерывной навивки и сварки спиральиой арматуры с продольной арматурой.
Известно устройство для сварки арматурных каркасов, содержащее сварочный механизм с электродами и механизм поворота 1.
Недостатком этого устройства является невозможность обеспечить сварку каркаса с навиваемой с разным шагом арматурой.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для контактной точечной сварки арматурных каркасов, содержащее смонтированный на раме электродержатель с электродами и механизм вращения каркаса, выполненый в виде установленных на ведущем и ведомом валах щестерней 2.
Недостатком этого устройства является то, что в больщинстве случаев при изготовлении объемных каркасов не требуется сварка всех пересечений, а требуется только сохранение монолитности каркаса после его сварки для того, чтобы можно было транспортировать каркас к месту формования изделия или на склад готовой продукции. При сварке такого каркаса необходимо на разных участках производить сварку различного количества пересечений, что требует частой переналадки привода кривошипа сварочного устройства и согласования его работы с вращением сварочного барабана.
Переналадка привода кривощипа сварочного устройства связана с потерями времени и, как следствие, уменьшением производительности сварочной машины.
Целью изобретения является повышенпе производительности путем сокращення времени на переналадку при изготовлении каркасов с чередующимися сварными пересечениями.
Это достигается тем, что механизм вращения каркаса снабжен дополнительными шестернями, установленными соосно с основными и кулачковой муфтой переключеиия, установленной между упомянутыми соосиыми шестернями на ведомом валу с возможностью иеремещения вдоль него, при этом находящиеся в защеплении шестерни выполнены с передаточным отношением, равным числу шагов между свариваемыми иересечениями, а на торцах муфты и на взаимодействующи.х с ней торцах шестерен смонтированы кулачки, центральный угол между которыми выбран
360° равным --, где i - передаточное число
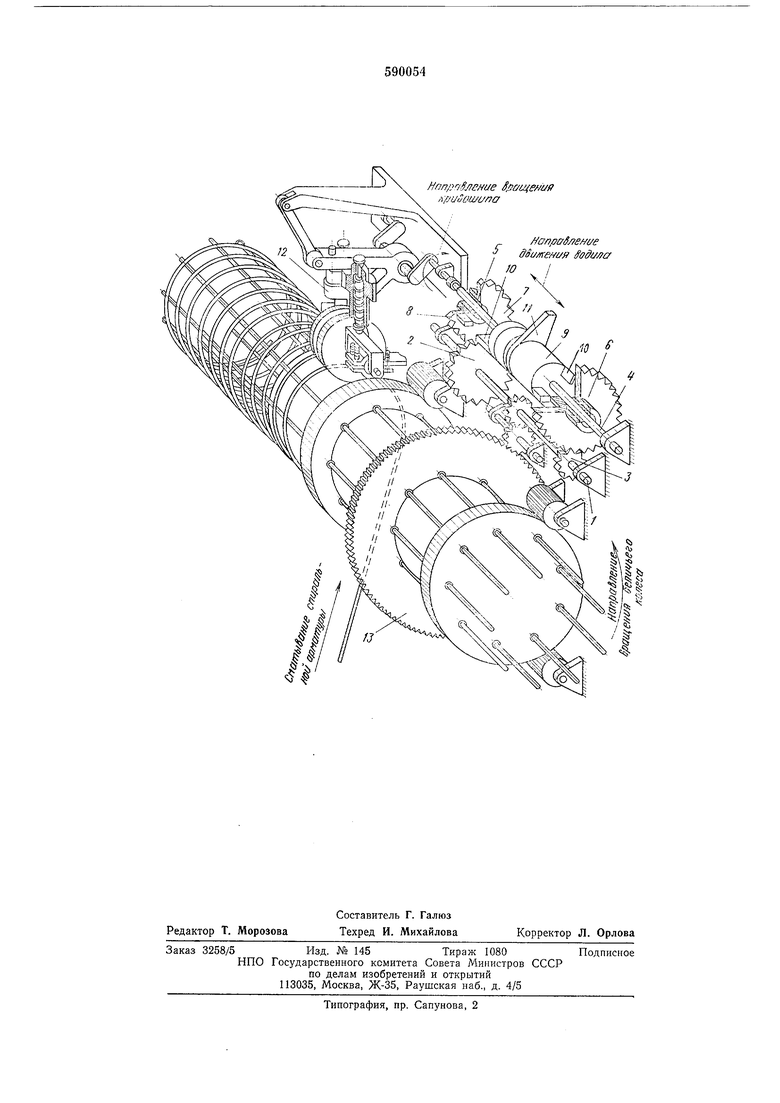
пары. На чертеже изображено данное устройство.
Устройство содержит ведущий вал 1, с шестернями 2 и 3, ведомый вал 4 с установленными на подшипниках 5 шестернями 6 и 7 с кулачками 8, каретку 9 кулачковой муфты переключения с кулачками 10, установленную с возможностью перемеш,ения вдоль вала, водило И, электрододержатель с электродами 12, приводная шестерня 13.
Угловой шаг торцовых кулачков каретки и соответствуюш,ей шестерни строго определяiSGO ется отношением , так как при ином угловом шаге кулачков периодичность подводов электродов к пересечениям свариваемого каркаса не нарушится (она будет определена передаточным числом пары), но может произойти сдвиг сетки свариваемых пересечений и электроды будут подведены не в перекрестие, а между ними, что не позволит производить сварку каркаса.
Пара шестерен 2 и 7 имеет передаточное число i 1 и служит для обеспечения сварки каждого пересечения (один шаг между свариваемыми пересечениями). При этом обш,ее передаточное число между валом кривошипа и барабаном должно быть равно числу продольных стрежней. У шестерни 7 на торце со стороны каретки кулачковой муфты и у каретки муфты 9 со стороны шестерни 7 кулачки установлены с угловым шагом ---, что
соответствует одному кулачку.
Пара шестерен 3 и 6 имеет передаточное число равное 3 и служит для обеспечения сварки пересечений через два на третье (три шага между свариваемыми пересечениями). У шестерни 6 на торце со стороны каретки муфты 9 кулачки 8 и 10 установлены с угловым
шагом -г- - 120°, что соответствует трем
о
кулачкам.
Простым переключением пар достигается нереход с одной периодичности сварок на другую без рассогласования механизма сопровождения и сдвижки сетки свариваемых пересечений.
Набор пар в описанной коробке может быть любым.
Работа осуществляется следующим образом.
От приводной шестерни 13 через механизм вращения приводится в сложное колебательное движение электрододержатель с электродами 12. При движении электродов на определенном участке происходит встреча электродов с продольной арматурой, прижатие одного из электродов к пересечению и сварка. Устройство позволяет производить автоматическое изменение числа свариваемых пересечений в процессе сварки каркаса, увеличивает производительность и уменьшает износ наружной поверхности электрода.
Например, изготовление объемных арматурных каркасов, сваренных через два пересечения продольной и поперечной арматуры, уменьшает число сварок на каждом каркасе в 3 раза, значительно сокращает расход электроэнергии, увеличивается срок службы роликовых электродов, токосъемов и других механизмов сварочного устройства, а производительность увеличивается в 1,4-2,6 раза.
Формула изобретения
Устройство для контактной точечной сварки арматурных каркасов, содержащее смонтированный на раме электрододержатель с электродами и механизм вращения каркаса, вынолненный в виде установленных на ведущем и ведомом валах шестерней, отличающееся тем, что, с целью повышения производительности путем сокращения времени на переналадку при изготовлении каркасов с чередующимися сварными пересечениями, механизм вращения каркаса снабжен дополнительными щестернями, установленными соосно с
основными шестернями и кулачковой муфтой переключения, установленной между упомянутыми соосными щестернями на ведомом валу с возможностью перемещения вдоль него, при этом находящиеся в зацеплении шестерни выполнены с передаточным отношением, равным числу шагов между свариваемыми пересечениями, а на торцах муфты и на взаимодействующих с ней торцах шестерен смонтированы кулачки, центральный угол между которыми
.ЗбО
выбран равным-:-, где t - передаточное число пары.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №116857, кл. В 23К 11/10, 1958.
2.Авторское свидетельство СССР №302214, кл. В 23К 11/10, 1969. I 5 Нпп/}У, /ifjuHou/i/no /fOfiflaSflSMi/e dsij/fref t/я fodi//fa I 0 I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| Станок для сварки сеток | 1978 |
|
SU863247A1 |
| Машина для контактной точечной сварки | 1976 |
|
SU612762A1 |
| АВТОМАТ ДЛЯ СБОРКИ И МНОГОТОЧЕЧНОЙ СВАРКИ ТЕПЛООБМЕННИКОВ XOJЮДИЛЬHЫX АГРЕГАТОВ | 1967 |
|
SU197835A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СТЕРЖНЕЙ СЕТЧАТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2024371C1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |