1
Изобретение отноеит.я к облаетн етанкоетроепня, в частности к бесцентровошлнфовальным станкам.
Извеетен беснентровошлифовальный етанок, включающий расположенные на станине бабки шлифовального и ведущего кругов, одна из которых связана с механизмом нонеречной нодачи, а также средство для соединения бабок между собой, иричем указанное средство вынолнеио в виде гидроцилиндра, соединяющего другую бабку со станиной.
Однако станок обладает недостаточной жесткостью и виброустойчивостью, что не позволяет увеличить точность обработки.
Известен также бесцентровощлифовальный станок, содержащий станину с расноложеннымн на ней щлифовальной и ведущей бабками, которые етягиваются специальными тягами.
Однако станок нозволяет осуществлять только проходное щлифование, снижается производительность щлифования за счет частых переналадок, которые осуществляются вручную, и снижается точность обработки за счет неравномерной затяжки тяг, что вызывает иерекос осей кругов.
Целью изобретения является расширение технологичееких возможностей путем повыщения жесткости и виброустойчивости станка.
Для этого в предлагаемом бесцентровощлифовальном станке средство для соединения бабок выполнено в виде гидроцилиндра,
жестко укрепленного H;I одной из бабок, щток которого связан с другой бабкой.
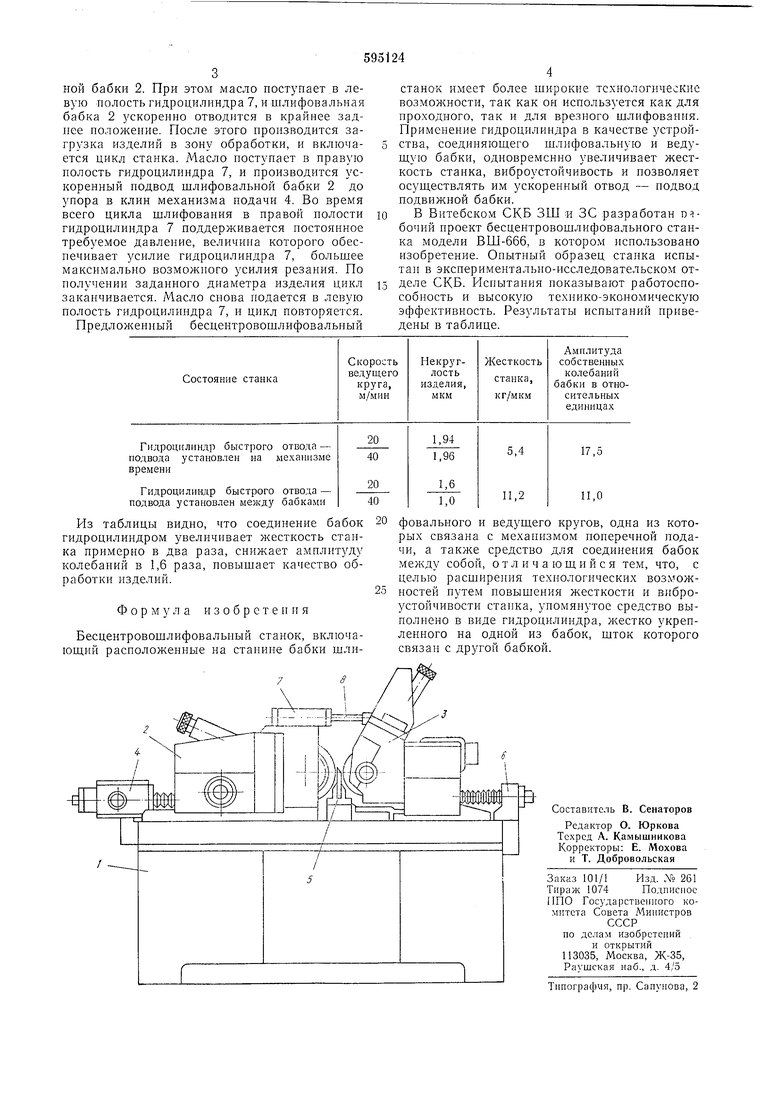
Иа чертеже схематично изображен предлагаемый беецентровошлифовальный станок.
Станок содержит станнну 1, на которой расноложены шлифовальная 2 и ведущая 3 бабки, механизм нонеречной нодачи 4 клинового типа шлифовальной бабки 2, онорный нож 5, механизм ручного перемещения 6 ведущей
бабки 3. На шлифовальной бабке 2 установлен гндроцнлнндр 7 (пневмоцилиндр), щток 8 которого закреплен на ведущей бабке 3.
Для обеспечения возможностн обработки иа станке изделий от минимального до макснмального диаметра с учетом износа шлифовального и ведущего кругов максимальный ход поршня гидроцнлиндра 7 равен или больше суммы величины нзноса шлифовального и ведущего кругов плюс величины диапазона
обработки данного стайка.
Гидроцнлиндр 7 связан гидросхемой с механизмом поперечной подачи 4 шлифовальной бабки 2, т. е. с механизмом врезания. Работает станок следующим образом.
Станок настраивают на обработку необходимого днаметра изделия посредством установочных неремещеннй иктифовальной бабки 2 и ведущей бабки 3, которая носле этого крепнтся неподвижно к станине. Включают
шлнфовальный и ведущий круги. Одновременно включают механизм нодачн 4 щлифовальной бабки 2. При этом масло поступает.в левую полость гидроцилиндра 7, и шлифовальная бабка 2 ускоренно отводится в крайнее заднее положение. После этого производится загрузка изделий в зону обработки, и включается цикл станка. Масло поступает в правую полость гидроцилиндра 7, и производится ускоренный подвод шлифовальной бабки 2 до упора в клин механизма подачи 4. Во время всего цикла шлифования в правой полости гидроцилиндра 7 поддерживается ностоянное требуемое давление, величина которого обеспечивает усилие гидроцилиндра 7, большее максимально возможного усилия резания. По получении заданного диаметра изделия цикл заканчивается. Л1асло снова подается в левую полость гидроцилиндра 7, и цикл повторяется. Предложенный бесцентровошлифовальный
станок имеет более широкие технологические возможности, так как он используется как для проходного, так и для врезного шлифовання. Применение гидроцилиидра в качестве устройства, соединяюшего шлифовальную и ведущую бабки, одновременно увеличивает жесткость станка, виброустойчивость и позволяет осуществлять им ускоренный отвод - подвод подвижной бабки.
В Витебском СКВ ЗШ и ЗС разработан DIбочий проект беецентровошлифовального станка модели ВШ-666, в котором использовано изобретение. Опытный образец станка испытан в экспериментально-исследовательском отделе СКВ. Испытания ноказывают работоспособпость и высокую техпико-экономическую эффективность. Результаты испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровошлифовальный станок | 1982 |
|
SU1077763A2 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
