Г
т
О) САЭ И зобретение относится к станкостроению, в частности к бесцентровошлифовальным станкам. По основному авт. св. № 595124 известен бесцентровошлифовальный станок, включающий станину, на которой расположены шлифовальная и ведущая бабки, механизм поперечной подачи шлифовальной бабки клинового типа, опорный нож и механизм ручного перемещения ведущей бабки. На шлифовальной бабке установлен гидроцилиндр (пневмоцийиндр), шток которого закреплен на ведущей бабке. Указанный гидроцилиндр связан гидросхемой с мехаиизмом поперечной подачи шлифовальной бабки (механизмом врезания) 1. В известном станке шлифовальная и ведущая бабки жестко связаны междусобой гидроцилиндром, расположенным выше зоны шлифования. Такая связь обеспечивает недостаточную жесткость и виброустойчивость станка, так как препятствует отжиму шлифовальной бабки в зоне, лежащей ниже шлифовального круга. Цель изобретения - повышение точности обработки за счет увеличения жесткости ч виброустойчивости шлифовальной бабкн. Поставленная цель достигается тем, что 3 бесцентровошлифовальном станке, включаощем расположенные на станине бабки, одна из которых связана с механизмом поперрчной гюдачи, а также с 5едство для соединения бабок между собой, выполненное в виде гидроцилиндра, жестко укрепленного на одной из бабок, шток которого связан с другой бабкой, шлифовальная и ведущая бабки дополнительно соединены между собой винтом механизма поперечной подачи. На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. I. Станок содержит станину 1, на которой расположены шлифовальная бабка 2 и ведущая бабка 3, механизм поперечной подачи шлифовальной бабки (механизм врезания 4) клинового типа с винтом 5 pacifbложенным ниже линии центров станка, причем механизм врезания 4 встроен в корпус ведущей бабки 3, опорный нож 6, механизм ручного перемещения 7 ведущей бабки 3. На шлифовальной бабке 2 установлен гидроцилиндр (пнеймоцилиндр) 8, шток 9 когорого на ведущей бабке 3. В Ьлучае использования в качестве веду цегс; круга стального диска ведущая бабка 3 Останавливается на станине 1 неподвй(но и механизм ручного поперемещения 7 ведушей бабки 3, а также механизм правки ведущего круга отсутствуют. Для обеспечения возможности обработки на станке деталей от минимального до максимального диаметра с учетом износи шлифовального и ведущего кругов без pa3V единения штока 9 гидроцилиндра 8 с ведущей бабкой 3 ход поршня гидроцилиндра равен или больше суммы величин износа шлифовального и ведущего кругов плюс величи.на диапазона обработки данного станка. Гидроцилиндр 8 связан гидросхемой с механизмом поперечной подачи 4 шлифовальной бабки 2 (механизмом врезания). Станок работает следующим образом. Станок настраивают на обработку необходимого диаметра изделия посредством установочных перемещений шлифовальной бабки 2 и ведущей бабки 3, которая после этого крепится к станине 1. Включают вращение шлифовального и ведущего кругов, Одновременно включают механизм врезания 4. При этом масло поступает в левую полость гидроцилиндра 8 и шлифовальная бабка 2 ускоренно отводится в крайнее заднее положение. После этого производится загрузка изделия в зону обработки и включается цикл станка. Масло поступает в правую часть гидроцилиндра 8 и производится ускоренный подвод шлифовальной бабки 2 до упора винта подачи 5, связанного гайкой со шлифовальной бабкой 2, в клин механизма врезания 4. Далее производится рабочая подача клиновым механизмом врезания 4 до жесткого упора винта подачи 5 в ведущую бабку 3. Во время всего цикла шлифования в правой полости гидроцилиндра 8 поддерживается постоянное давлени€, величина которого обеспечивает усилие гидроцилиндра 8, большее максимально возможного усилия резания. После получения заданного диаметра изделия цикл заканчивается. Масло поступает в левую полость гидроцилиндра 8 и цикл повторяется . Увеличение жесткцсти и виброустойчивости станки достигается введением дополнител1 ной связи между шлифовальной и ведущей бабками, что препятствует раскрытию их в процессе шлифования. Предлагаемый станок обеспечивает высокую точность обработки и надежность работы. Афиг. 2 А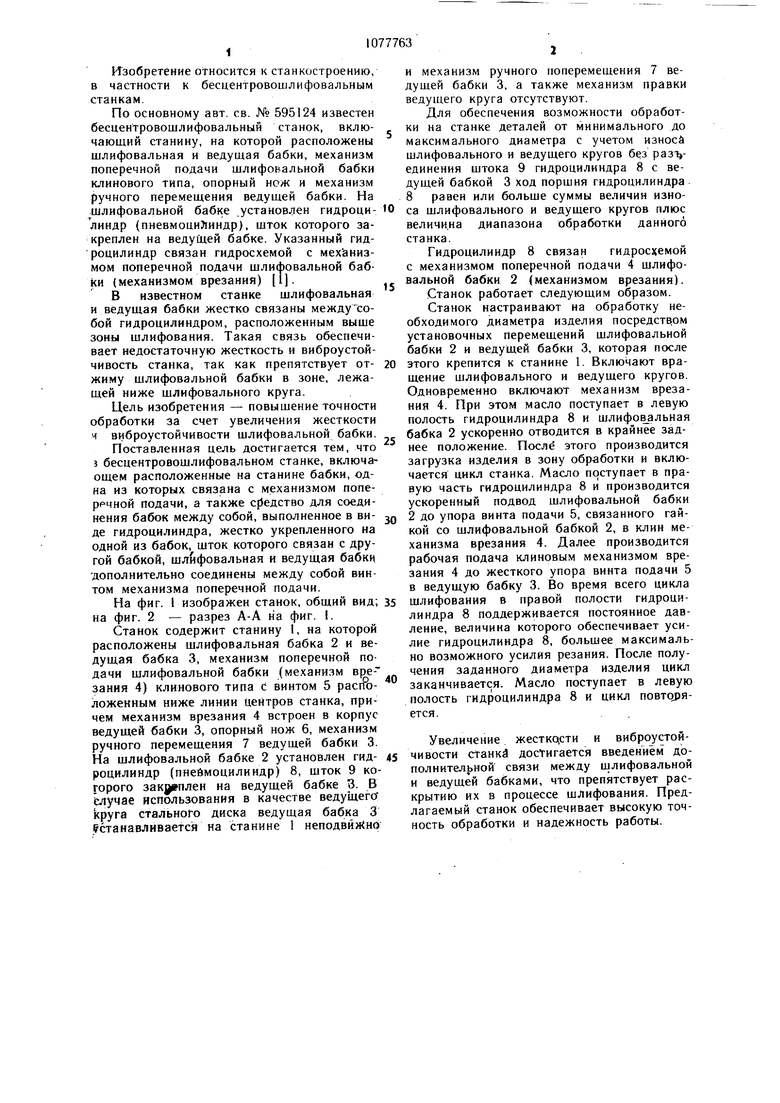
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровошлифовальный станок | 1975 |
|
SU595124A1 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Бесцентровошлифовальный станок | 1983 |
|
SU1155424A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Бесцентровошлифовальный станок | 1980 |
|
SU965731A2 |
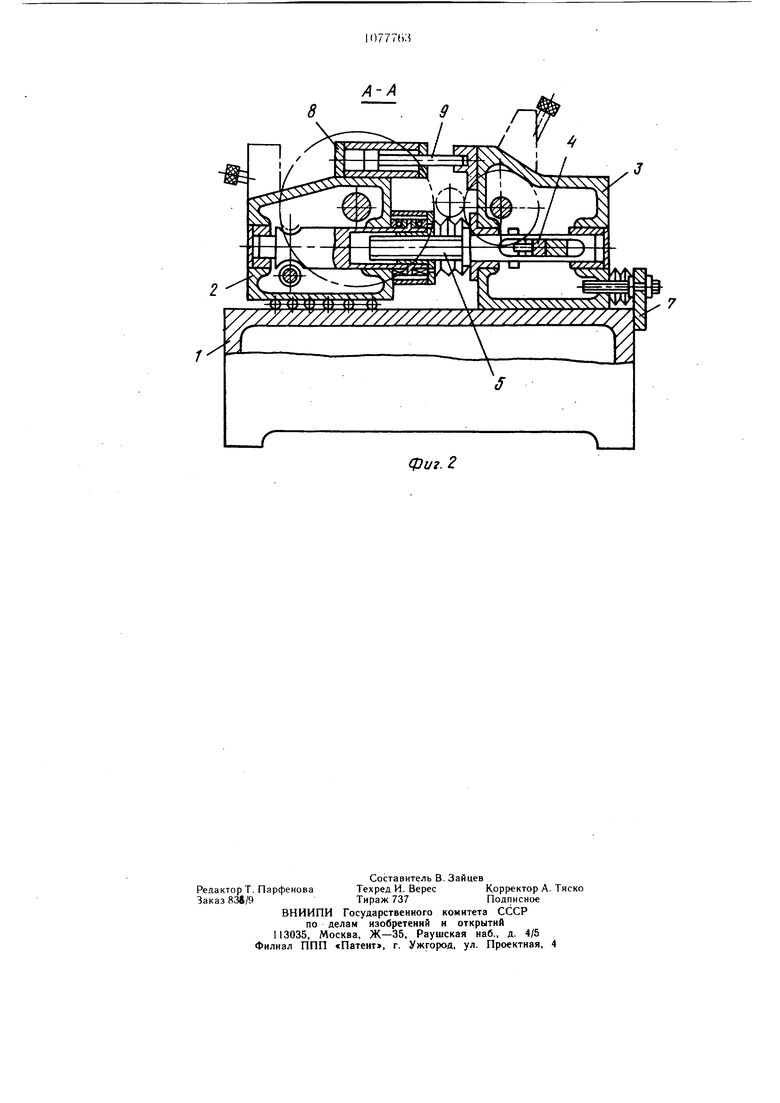
БЕСЦЕНТРОВОШЛИФОВАЛЬНЫЙ СТАНОК по авт. св. № 595124, отличающийся тем, что, с целью повышения точности обработки путем увеличения жесткости, шлифовальная и ведущая бабки дополнительно соединены между собой винтом механизма поперечной подачи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бесцентровошлифовальный станок | 1975 |
|
SU595124A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
