1
Изобретение относится к конструкции технологической оснасткп для электрохимической обработки изделий из токонроводяи,нх материалов, а именно к конструкциям хоиииговальных головок ири электрохимическом хонинговаиии.
Известны устройства для обработки иоверхностей, включающие механизм подачи инетрумеита, выполненный в виде центробежного регулятора 1.
Недостатком известного устройства является отсутствие возможности задания и поддержания торированного давлення брусков-притиров на обрабатываемую поверхность.
Целью изобретения является обеспечение возврата инструментов в исходное положение при хонинговании.
Это достигается за счет снабл-сения устройства распорными элементами, выиолненными в виде намагниченных шариков.
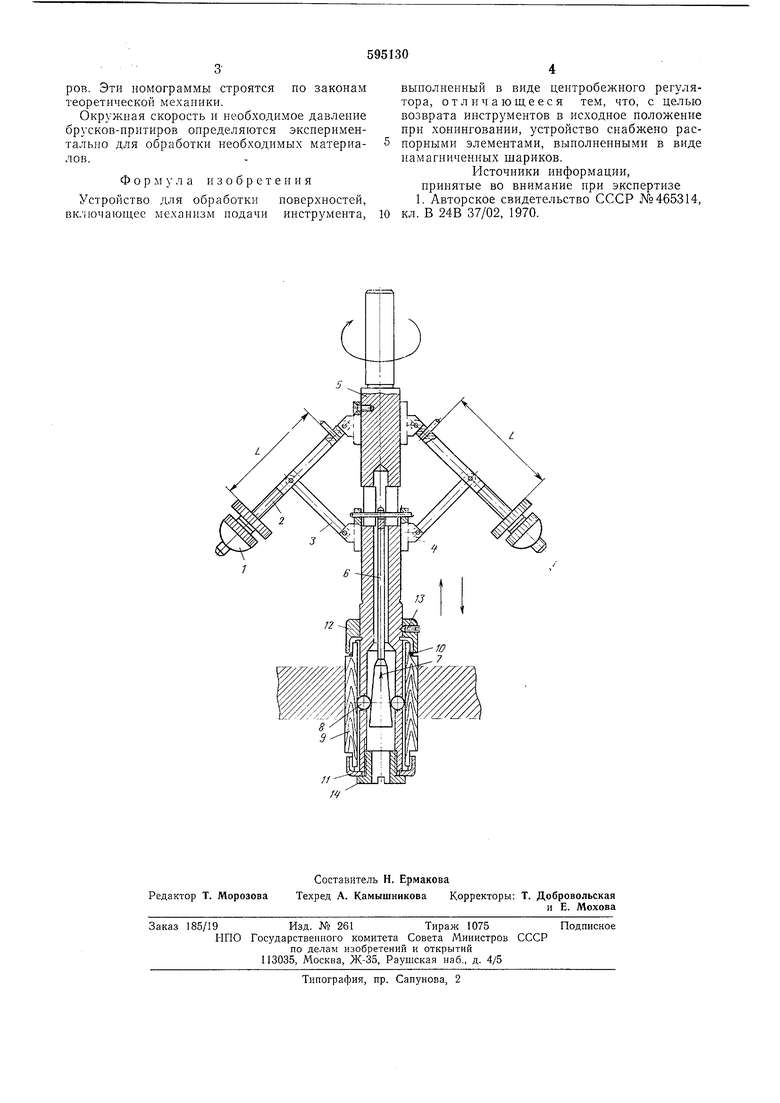
Иа чертеже иоказана конструкция хонинговальной головки, продольный разрез.
Хонинговальная головка содержит центробежный регулятор, включающий грузики 1, рычаги 2, 3, подвижную муфту 4, установленную на корпусе хона 5, шарнирно связанную посредством иглы 6 с меньшим основанием распорного конуса 7, который взаимодействует с опорными шариками 8, выполненными из намагниченного материала и установленными в пазах корпуса хона 5 и контактирующими с
брусками-притирами 9, установленными в пазах корпуса хона 5. На наружных новерхностях брусков-иритиров 9 выполнены проточки, в которые устанавливаются упругие элементы 10. Бруск1 -притиры удерживаются от выпадаиия чашками 11, 12, закрепленными винтами 13, 14.
Работа хониигональной головки осушествляется следующим образом.
Носле включения шпинделя, в котором установлена хонииговальная головка, грузики 1 за счет центробежной силы стремятся удалиться от оси вращения и через рычаги 2, 3, муфту 4 и посредство.м иглы 6 перемещают распорный коиус 7 вверх. Боковая поверхность распорного конуса 7 через опорные шарики 8 иередает давление на бруски-притиры 9, которые самоустанавливаются на обрабатываемой поверхности детали. Шарики 8 выполнены из намагниченного материала, что позволяет после окончания обработки снимать давление брусков-притиров на обрабатываемую поверхность за счет притяжения шариков 8 к новерхности распорного конуса 7.
Величина усилия брусков-притиров 9 на обрабатываемую поверхность детал1 зависит от нлеча L - расстояния между осью качания рычага 2 и центром тяжести грузика 1.
Для установки величины плеча L используют рабочие номограммы, связывающие окружную скорость и давления брусков-прити3
ров. Эти номограммы строятся по законам теоретической механики.
Окружная скорость и необходимое давление брусков-притиров определяются экспериментально для обработки необходимых материалов.
Формула изобретен и я
Устройство для обработки поверхностей, включающее механизм подачи инструмента,
выполненный в виде центробежного регулятора, отличающееся тем, что, с целью возврата инструментов в исходное положение при хонинговании, устройство снабжено распорными элементами, выполненными в виде намагниченных шариков.
Источники информации, нринятые во внимание при экспертизе 1. Авторское свидетельство СССР №465314, кл. В 24В 37/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU973273A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| ХОН ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2000 |
|
RU2197369C2 |
