1
Изобретение отноептся к области гидроабразив 1ои обработки деталей.
Известны головки для гидроабразивио обработки деталей, содержаидие сопло, установленное с возможностью вращения вокруг оси головки 1.
Известным уетройством иевозможио качественио обработать глухие и стунеичатые отверстия в деталях.
Цель изобретения - обесиеченне возможности повышения качества обработки глухих и ступенчатых отверстий в деталях.
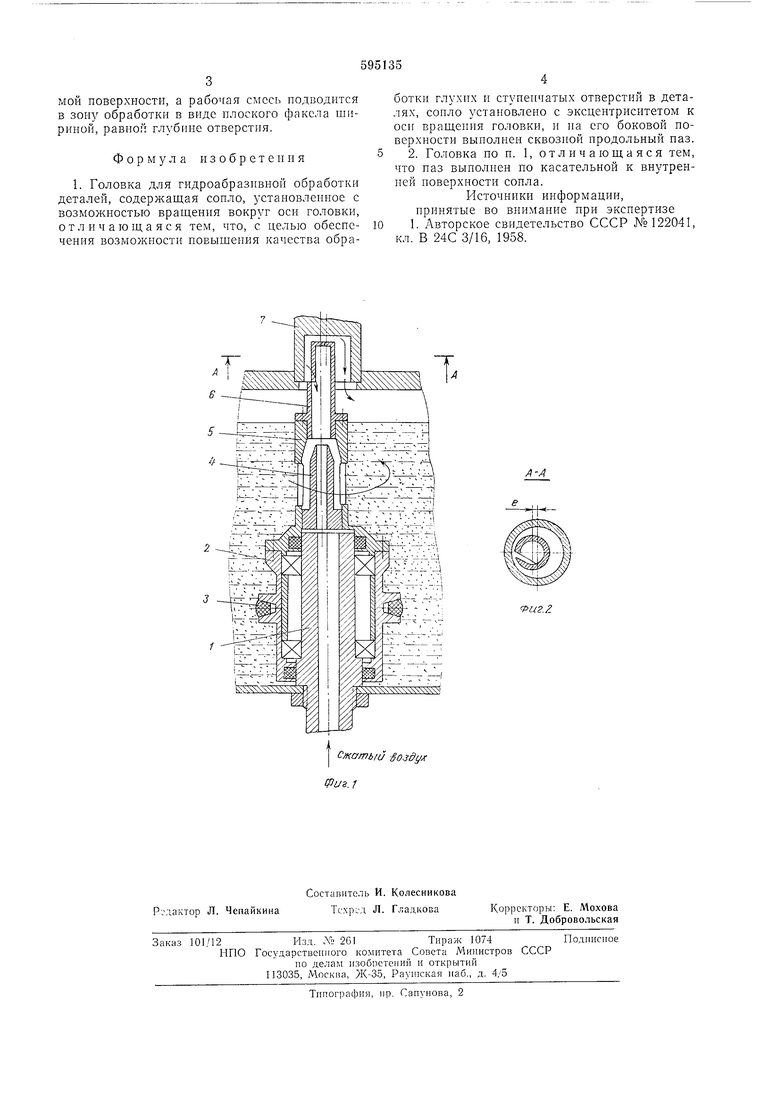
Это доетигается тем, что сопло установлено с эксцентрнситетом к оси вращения головки и на его боковой поверхности выполиен сквозной продольный паз, расположенный но касательной к внутренней иоверхности соила.
На фиг. 1 изображено описываемое уетройство; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Головка состоит из трубчатого вала 1, закренленного в дне емкости с гидроабразивиой смесью, служащим одиовремеино штуцером для подвода сжатого воздуха, корпуса 2 шкива, установлен юго на подшипниках иа трубчатом валу 1, который связап с приводом вращения клииовым ремнем 3, сонла 4 сжатого воздуха, смесительной камеры 5 и рабочего сопла 6, установленного с эк:цеитриситетом к оси вращения головки, а иаз обращеи в протнвоиоложиую сторону от этой оси, которого входит в обрабатываемое отверстие детали 7. Уровень гидроабразивиой смеси D емкости заиолняет смеснтельную камерл и достигает нижней части рабочего сонла.
Головка работает следующим образом.
Сжатый воздух, поступая через трубчатый вал 1 в сопло 4 и рабочее сопло 6, эжектирует находящуюся в смесительной камере 5 гндроабразивиую смесь и увлекает ее вдоль сонла 6 в обрабатываемое отверстне. Одновременно головка вращается вокруг своей оси, нолучая вращение от нривода через клииовой ремень 3. Гидроабразивная смесь, выходя из паза рабочего сонла, иаиравляется вдоль стенки глухого отверетня к его дну и осуществляет тем самым обработку. Вращение сопла вокруг оси головки иозволяет осуществить обработку всей поверхности отверстия, отработаииая смесь выход1 т в зазор между стеикой отверстия и наружной новерхностью сопла е противоположной от паза сторопы.
Вращение эксцентрично расиоложеииого сопла с пазом обеспечивает одновременную обработку стенок н дна глухого отверстия, а также свободный отвод отработавшей гидроабразивиой смеси из зоны обработки, благодаря тому, что иаз иа эксцентрично устаиовлеииом сопле всегда обраще к обрабатываемой поверхности, а рабочая смесь подводится в зону обработки в виде плоского факела шириной, равиой глубипе отверстия.
Формула и 3 о б р е т е и и я
1. Головка для гидроабразивной обработки деталей, содержащая соило, устаиовленное с возможностью вращения вокруг оси головки, отличающаяся тем, что, с целью обеспечения возможности повышения качества обработки глухих и ступеичатых отверстий в деталях, сопло установлено с эксцеитриситетом к осн вращения головкн, и на его боковой поверхности выполнен сквозной продольный паз.
2. Головка по п. 1, отличающаяся тем, что паз выполнен но касательной к внутренней поверхности сопла.
Источники информации, нрниятые во вниманне при экспертизе
1. Авторское свидетельство СССР №122041, кл. В 24С 3/16, 1958.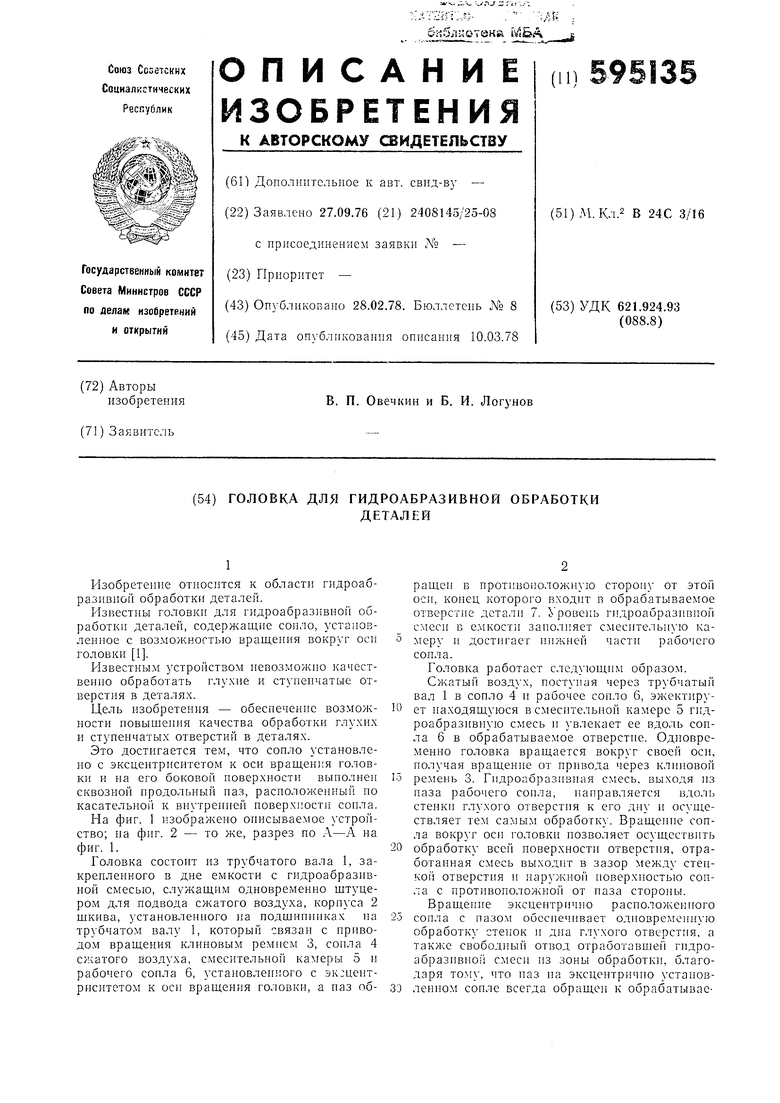
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроабразивной обработки глухих отверстий | 1979 |
|
SU874325A1 |
| УСТАНОВКА ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2012 |
|
RU2508189C1 |
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
| Устройство для абразивно-жидкостной обработки деталей | 1986 |
|
SU1349974A1 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Устройство для дуговой сварки | 1977 |
|
SU694313A1 |
| Устройство для зачистки отверстий печатных плат | 1979 |
|
SU790381A1 |
| Установка струйной обработки изделий | 1988 |
|
SU1634463A1 |
| УСТРОЙСТВО ДЛЯ очистки ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1973 |
|
SU379295A1 |
| Устройство для абразивоструйной обработки деталей | 1980 |
|
SU865642A1 |
Т
-/
иг..
Сжатый -Sojdyjf fpuz.j
