СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Устройство для обработки верхней стороны дна монтированных поршней поршневых двигателей | 1979 |
|
SU1017806A1 |
| СПОСОБ ОБРАБОТКИ МЯСА ЖИВОТНЫХ И ПТИЦЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2137382C1 |
| Устройство для обработки изделий в свободном абразиве | 1986 |
|
SU1397256A1 |
| Устройство для растачивания длинныхотверстий | 1974 |
|
SU508343A1 |
| Установка для стерилизации медицинского инструмента | 1975 |
|
SU597369A1 |
| Устройство для гидроабразивной обработки деталей | 1984 |
|
SU1283066A1 |
| ОБРАТНЫЙ КЛАПАН ДЛЯ БУРИЛЬНОЙ КОЛОННЫ | 2016 |
|
RU2632079C1 |
| Устройство для струйной абразивной обработки | 1987 |
|
SU1530167A1 |
Изобретение относится к технике струйной обработки изделий и может быть использовано в машиностроении и приборостроительной промышленности, а также электротехнике и радиоэлектронике. Цель изобретения - повышение качества обработки и расширение технологических возможностей. Установка содержит ряд последовательно расположенных технологических камер с соплами для подачи рабочих сред, транспортирующее устройство и направляющее устройство 3 с продольным каналом. Межкамерные перегородки снабжены базирующими втулками 8, в которых установлены центрирующие втулки 11, закрепленные на сменном направляющем устройстве 3, которое снабжено боковыми и вертикальными окнами, по центральной оси которых установлены направляющие пластины, По периметру продольного канала на участках от входа направляющего устройства 3 в первую камеру боковых и вертикальных окон этой камеры, а также у межкамерных перегородок выполнены отверстия, которые соединены с системой сжатого воздуха. 1 з.п.ф-лы, 11 ил.
Изобретение относится к технике струйной обработки изделий и может найти применение в машиностроении и приборостроительной промышленности, а также электротехнике и радиоэлектронике.
Цель изобретения - повышение качества обработки и расширение технологических возможностей,
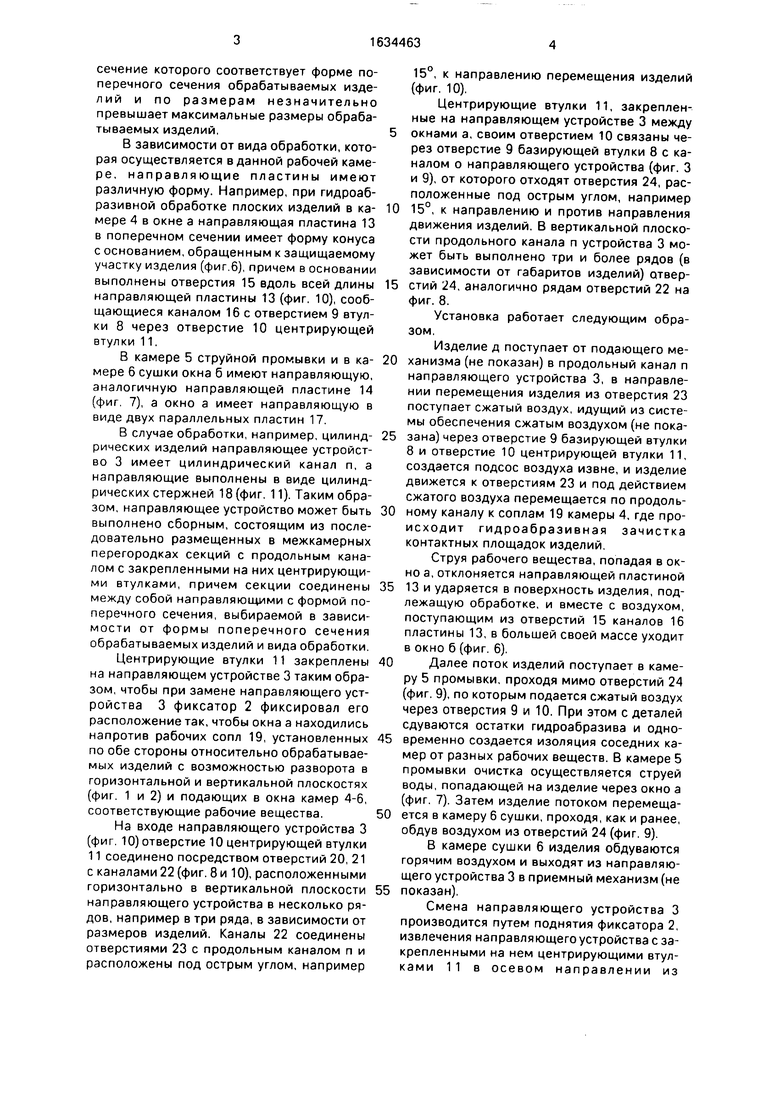
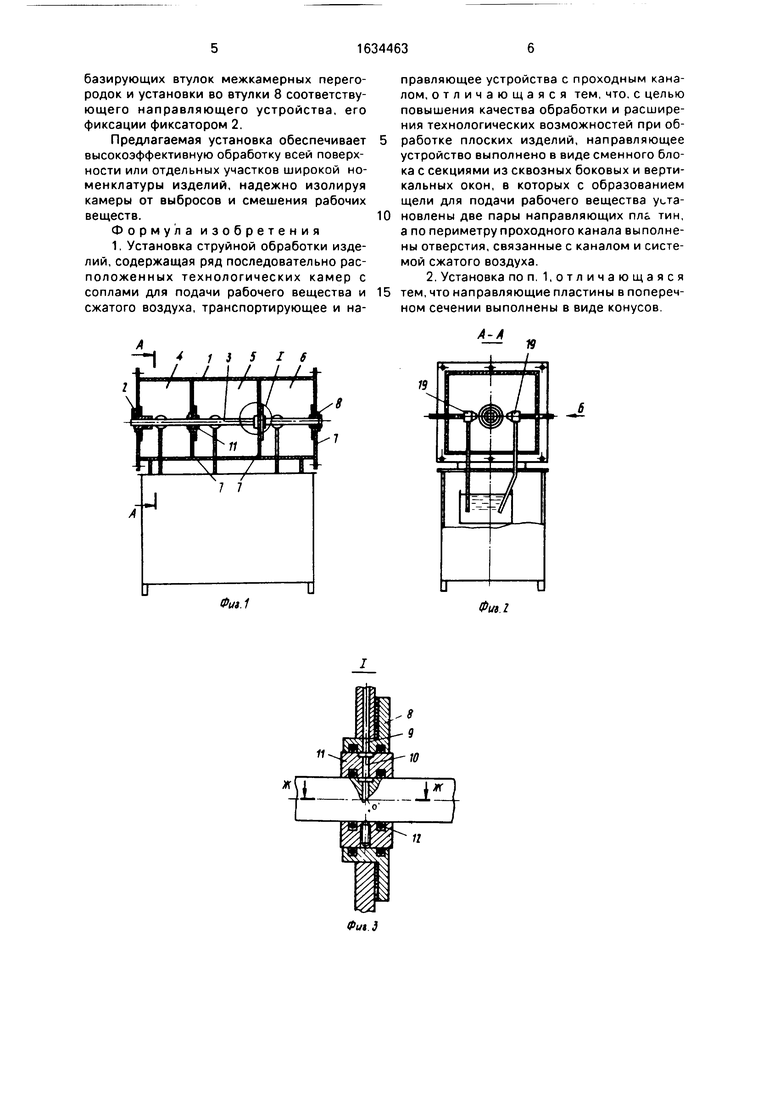
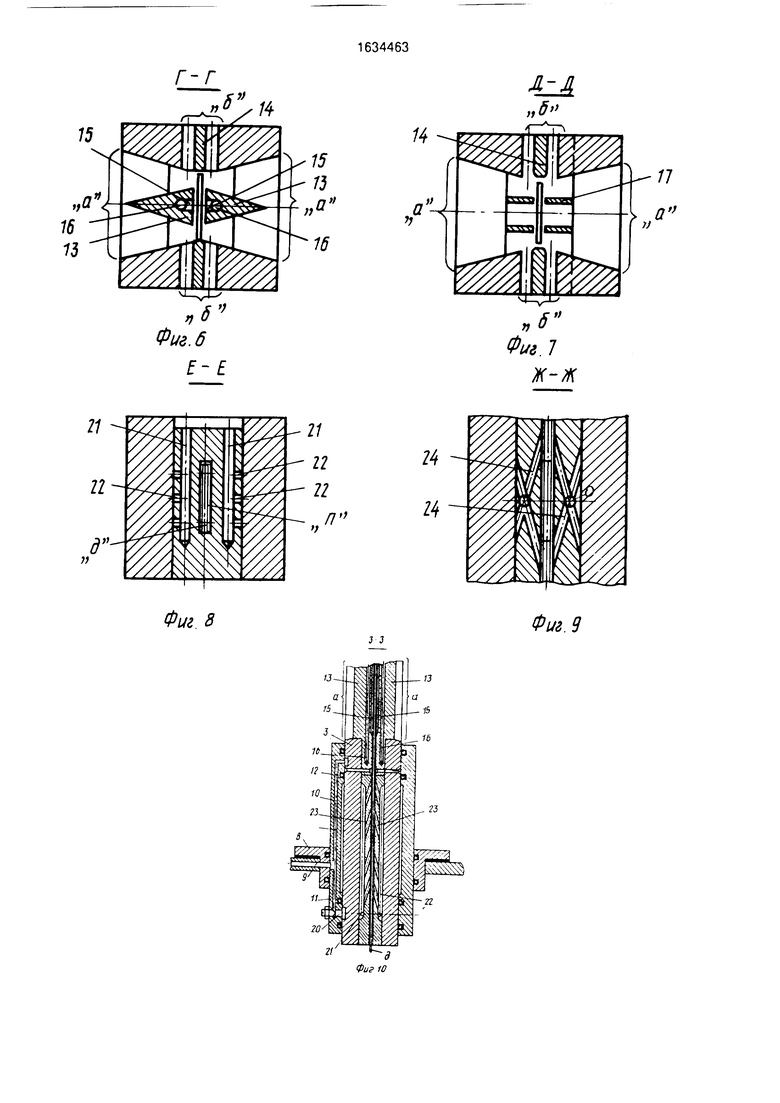
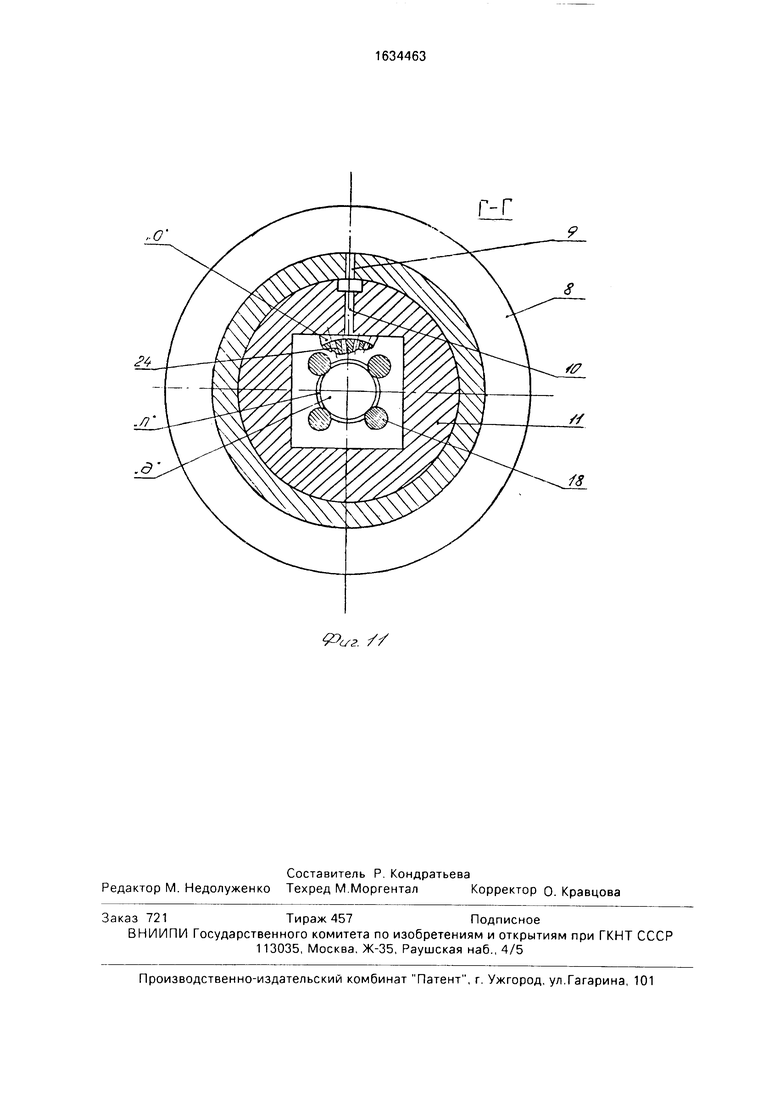
На фиг. 1 приведено схематическое изображение установки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - направляющее устройство, вид В на фиг. 4; на фиг. 6 - разрез Г - Г на фиг. 4;на фиг. 7 - разрез Д - Д на фиг. 4;на фиг.8 - разрез Е - Е на фиг.4 ; на фиг. 9 - разрез Ж - Ж на фиг.4 ; на фиг. 10 - разрез 3 - 3 на фиг.4; на фиг. 11 - разрез Г - Г на фиг .4 для обработки цилиндрических изделий
Установка струйной обработки изделий содержит корпус 1 с закрепленным на ней фиксатором 2, направляющее устройство 3. Корпус 1 имеет ряд последовательно расположенных технологических камер, например гидроабразивной зачистки 4, струйной промывки 5, тепловой воздушной сушки 6. В межкамерных перегородках 7 расположены базирующие втулки 8 с отверстием 9 для прохода сжатого воздуха в отверстие 10 центрирующих втулок 11 с уплотнениями 12, закрепленными на направляющем устройстве 3, в котором выполнены боковые окна а и вертикальные окна б, вдоль которых по центру расположены направляющие пластины 13 и 14. В направляющем устройстве 3 выполнен продольный канал п (фиг. 8 и 11) для обрабатываемых изделий д, поперечное
О СО
Јь О
со
сечение которого соответствует форме поперечного сечения обрабатываемых изделий и по размерам незначительно превышает максимальные размеры обрабатываемых изделий.
В зависимости от вида обработки, которая осуществляется в данной рабочей камере, направляющие пластины имеют различную форму. Например, при гидроабразивной обработке плоских изделий в ка- мере 4 в окне а направляющая пластина 13 в поперечном сечении имеет форму конуса с основанием, обращенным к защищаемому участку изделия (фиг.6), причем в основании выполнены отверстия 15 вдоль всей длины направляющей пластины 13 (фиг. 10), сообщающиеся каналом 16 с отверстием 9 втулки 8 через отверстие 10 центрирующей втулки 11.
В камере 5 струйной промывки и в ка- мере 6 сушки окна б имеют направляющую, аналогичную направляющей пластине 14 (фиг. 7), а окно а имеет направляющую в виде двух параллельных пластин 17.
В случае обработки, например, цилинд- рических изделий направляющее устройство 3 имеет цилиндрический канал п, а направляющие выполнены в виде цилиндрических стержней 18 (фиг. 11). Таким образом, направляющее устройство может быть выполнено сборным, состоящим из последовательно размещенных в межкамерных перегородках секций с продольным каналом с закрепленными на них центрирующими втулками, причем секции соединены между собой направляющими с формой поперечного сечения, выбираемой в зависимости от формы поперечного сечения обрабатываемых изделий и вида обработки.
Центрирующие втулки 11 закреплены на направляющем устройстве 3 таким образом, чтобы при замене направляющего устройства 3 фиксатор 2 фиксировал его расположение так, чтобы окна а находились напротив рабочих сопл 19, установленных по обе стороны относительно обрабатываемых изделий с возможностью разворота в горизонтальной и вертикальной плоскостях (фиг. 1 и 2) и подающих в окна камер 4-6, соответствующие рабочие вещества.
На входе направляющего устройства 3 (фиг. 10) отверстие 10 центрирующей втулки 11 соединено посредством отверстий 20, 21 с каналами 22 (фиг. 8 и 10), расположенными горизонтально в вертикальной плоскости направляющего устройства в несколько рядов, например в три ряда, в зависимости от размеров изделий. Каналы 22 соединены отверстиями 23 с продольным каналом п и расположены под острым углом, например
15°, к направлению перемещения изделий (фиг. 10).
Центрирующие втулки 11, закрепленные на направляющем устройстве 3 между окнами а, своим отверстием 10 связаны через отверстие 9 базирующей втулки 8 с каналом о направляющего устройства (фиг. 3 и 9), от которого отходят отверстия 24, расположенные под острым углом, например 15°, к направлению и против направления движения изделий. В вертикальной плоскости продольного канала п устройства 3 может быть выполнено три и более рядов (в зависимости от габаритов изделий) отверстий 24, аналогично рядам отверстий 22 на фиг. 8.
Установка работает следующим образом.
Изделие д поступает от подающего механизма (не показан) в продольный канал п направляющего устройства 3, в направлении перемещения изделия из отверстия 23 поступает сжатый воздух, идущий из системы обеспечения сжатым воздухом (не показана) через отверстие 9 базирующей втулки 8 и отверстие 10 центрирующей втулки 11, создается подсос воздуха извне, и изделие движется к отверстиям 23 и под действием сжатого воздуха перемещается по продольному каналу к соплам 19 камеры 4, где происходит гидроабразивная зачистка контактных площадок изделий.
Струя рабочего вещества, попадая в окно а, отклоняется направляющей пластиной 13 и ударяется в поверхность изделия, подлежащую обработке, и вместе с воздухом, поступающим из отверстий 15 каналов 16 пластины 13, в большей своей массе уходит в окно б (фиг. 6).
Далее поток изделий поступает в камеру 5 промывки, проходя мимо отверстий 24 (фиг. 9), по которым подается сжатый воздух через отверстия 9 и 10. При этом с деталей сдуваются остатки гидроабразива и одновременно создается изоляция соседних камер от разных рабочих веществ. В камере 5 промывки очистка осуществляется струей воды, попадающей на изделие через окно а (фиг. 7). Затем изделие потоком перемещается в камеру 6 сушки, проходя, как и ранее, обдув воздухом из отверстий 24 (фиг. 9).
В камере сушки 6 изделия обдуваются горячим воздухом и выходят из направляющего устройства 3 в приемный механизм (не показан),
Смена направляющего устройства 3 производится путем поднятия фиксатора 2, извлечения направляющего устройства с закрепленными на нем центрирующими втулками 11 в осевом направлении из
базирующих втулок межкамерных перегородок и установки во втулки 8 соответствующего направляющего устройства, его фиксации фиксатором 2.
Предлагаемая установка обеспечивает высокоэффективную обработку всей поверхности или отдельных участков широкой номенклатуры изделий, надежно изолируя камеры от выбросов и смешения рабочих веществ.
Формула изобретения 1. Установка струйной обработки изделий, содержащая ряд последовательно расположенных технологических камер с соплами для подачи рабочего вещества и сжатого воздуха, транспортирующее и наФи.1
0
5
правляющее устройства с проходным каналом, отличающаяся тем, что, с целью повышения качества обработки и расширения технологических возможностей при обработке плоских изделий, направляющее устройство выполнено в виде сменного блока с секциями из сквозных боковых и вертикальных окон, в которых с образованием щели для подачи рабочего вещества установлены две пары направляющих плг тин, а по периметру проходного канала выполнены отверстия, связанные с каналом и системой сжатого воздуха.
А-А
Фм.г
г-г
к L°x/4
15
1В
f-Ј
21
Фиг 8
и
Ж-Ж
Фиг 9
13
О
Фиг. //
| Установка для струйной промывки изделий | 1972 |
|
SU476732A3 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
